FANUC 0i MODEL-Fにおける、加減速制御関係のパラメータ一覧です。
下記の表からパラメータシンボルを選ぶと、対象のパラメータ説明へジャンプします。
| パラメータNo. | #7 | #6 | #5 | #4 | #3 | #2 | #1 | #0 |
|---|---|---|---|---|---|---|---|---|
| 1601 | NCI | RTO | ||||||
| 1602 | LS2 | BS2 | CAF | |||||
| 1603 | PRT | |||||||
| 1604 | SHP | |||||||
| 1605 | EST | |||||||
| 1606 | MNJx | |||||||
| 1610 | THLx | JGLx | CTBx | CTLx | ||||
| 1611 | TCO | AOFF | THA | CFR | ||||
| 1612 | TOD | AIR | PRO |
| パラメータNo. | 詳細 |
|---|---|
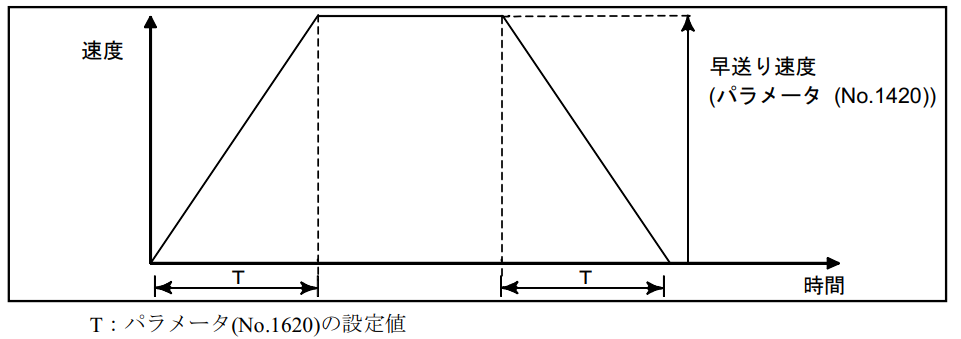
| 1620 | 軸ごとの早送り直線形加減速の時定数(T)、ベル形加減速時定数(T1) |
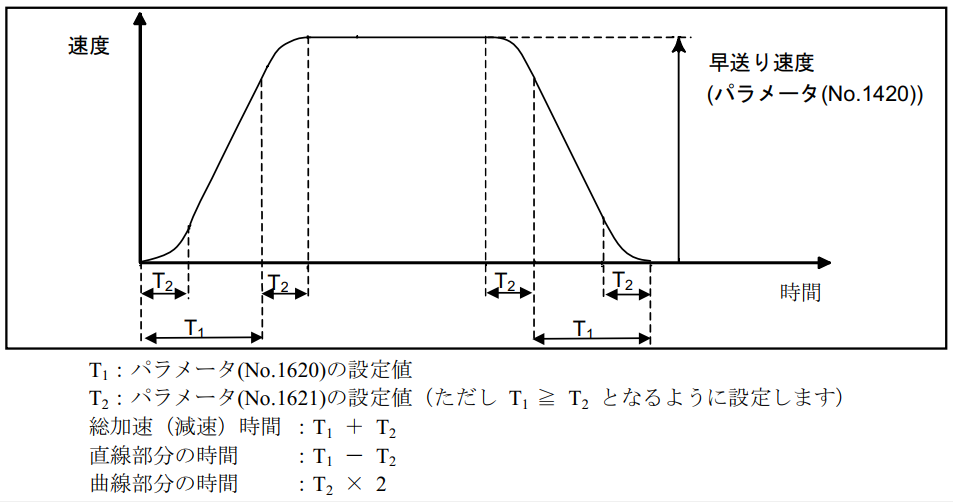
| 1621 | 軸ごとの早送りベル形加減速の時定数(T2) |
| 1622 | 軸ごとの切削送り加減速の時定数 |
| 1623 | 軸ごとの切削送り補間後加減速のFL速度 |
| 1624 | 軸ごとのジョグ送り加減速の時定数 |
| 1625 | 軸ごとのジョグ送り加減速のFL速度 |
| 1626 | 軸ごとのねじ切りサイクルでの加減速用時定数 |
| 1627 | 軸ごとのジョグ送り加減速のFL速度 |
| 1660 | 補間前加減速の軸ごとの許容最大加速度 |
| 1671 | 直線形早送りに対する補間前加減速の軸ごとの許容最大加速度 または最適トルク加減速の基準許容加速度 |
| 1672 | 直線形早送りに対する補間前ベル形加減速の加速度変化時間 または最適トルク加減速におけるベル形加減速の加速度変化時間 |
| 1673 | 送り軸緊急停止時の接線方向の許容最大加速度 |
| 1710 | 自動コーナオーバライド内側円弧切削速度の最小減速比(MDR) |
| 1711 | 内側コーナオーバライドの内側判定角度(θp) |
| 1712 | 内側コーナオーバライドのオーバライド量 |
| 1713 | 内側コーナオーバライドの開始距離(Le) |
| 1714 | 内側コーナオーバライドの終了距離(Ls) |
| 1722 | 早送りブロック間のオーバラップ時の早送り速度減速比 |
| 1726 | ねじ切りサイクルのブロック間オーバラップの早送り速度減速比 |
| 1728 | ねじ切りサイクルでの早送りオーバラップにおける ねじ切りサイクルの逃げ動作と復帰動作間のオーバラップ距離 |
| 1729 | ねじ切りサイクルでの早送りオーバラップにおける 復帰動作と次のねじ切りサイクルの位置決め動作間のオーバラップ距離 |
| 1732 | 円弧補間での加速度による減速機能の下限速度 |
| 1735 | 円弧補間での加速度による減速機能における各軸の許容加速度 |
| 1737 | AI先行制御(M系)/AI輪郭制御の加速度による減速機能における各軸の許容加速度 |
| 1738 | AI先行制御(M系)/AI輪郭制御の加速度による減速機能の下限速度 |
| 1763 | 補間前加減速モード中の軸ごとの切削送り補間後加減速のFL速度 |
| 1769 | 補間前加減速モード中の切削送り補間後加減速の時定数 |
| 1772 | 補間前ベル形加減速の加速度変化時間 |
| 1783 | コーナの速度差による速度決定における許容速度差 |
| 1788 | 各軸の加速度変化による速度決定における許容加速度変化量 |
| 1789 | 各軸の加速度変化による速度決定における許容加速度変化量(直線補間) |
| 1790 | 補間前スムーズベル形加減速におけるか加速度変化時間の割合 |
| 1791 | 停電時減速停止機能の軸ごとの加速度 |
パラメータNo.1601
- 入力区分
└ パラメータ入力 - データ形式
└ ビット系統形
早送りブロック間ではブロックオーバラップを
├ 0:つかわない
└ 1:利用する
- 入力区分
└ パラメータ入力 - データ形式
└ ビット系統形
インポジションのチェックは減速時に指令速度を0(加減速の遅れが0)とし
├ 0:機械位置が指令位置に到達した(サーボの位置偏差量が、パラメータ(No.1826)に設定されたインポジションの幅に入った)ことも確認します
└ 1:確認だけとする
パラメータNo.1602
- 入力区分
└ パラメータ入力 - データ形式
└ ビット系統形
工具径補正モード中/刃先R補正モード中に円弧切削速度変更を
├ 0:内側円弧に対して実行する
└ 1:内側円弧/外側円弧に対して実行する
- 入力区分
└ パラメータ入力 - データ形式
└ ビット系統形
AI輪郭制御モードなど補間前加減速モード中の切削送りの補間後加減速は
├ 0:指数関数形または直線形加減速とする ※パラメータ LS2(No.1602#6)の設定に従う
└ 1:ベル形加減速とする
注意
ファナック推奨設定パラメータ(初期化タイプ)です
詳細は結合説明書(機能編)(B-64603JA-1)の付録「ファナック推奨設定パラメータ」を参照してください
- 入力区分
└ パラメータ入力 - データ形式
└ ビット系統形
AI輪郭制御モードなど補間前加減速モード中の切削送りの補間後加減速は
├ 0:指数関数形加減速
└ 1:直線形加減速
注意
ファナック推奨設定パラメータ(初期化タイプ)です
詳細は結合説明書(機能編)(B-64603JA-1)の付録「ファナック推奨設定パラメータ」を参照してください
パラメータNo.1603
| パラメータNo. | #7 | #6 | #5 | #4 | #3 | #2 | #1 | #0 |
|---|---|---|---|---|---|---|---|---|
| 1603 | PRT |
- 入力区分
└ パラメータ入力 - データ形式
└ ビット系統形
直線補間形位置決めの早送り加減速は
├ 0:加速度一定形
└ 1:時間一定形
パラメータNo.1604
| パラメータNo. | #7 | #6 | #5 | #4 | #3 | #2 | #1 | #0 |
|---|---|---|---|---|---|---|---|---|
| 1604 | SHP |
- 入力区分
└ パラメータ入力 - データ形式
└ ビット系統形
自動運転起動時にAI先行制御(M系)/AI輪郭制御のG5.1Q1指令相当に
├ 0:しない
└ 1:する
注意
- パラメータ変更後に一度リセットが必要です
- 本パラメータはファナック推奨設定パラメータ(初期化タイプ)です
詳細は結合説明書(機能編)(B-64603JA-1)の付録「ファナック推奨設定パラメータ」を参照してください
パラメータNo.1605
| パラメータNo. | #7 | #6 | #5 | #4 | #3 | #2 | #1 | #0 |
|---|---|---|---|---|---|---|---|---|
| 1605 | EST |
- 入力区分
└ パラメータ入力 - データ形式
└ ビット系統形
送り軸緊急停止機能を
├ 0:つかわない
└ 1:利用する
注意
パラメータを変更した際は再起動が必要です
パラメータNo.1606
| パラメータNo. | #7 | #6 | #5 | #4 | #3 | #2 | #1 | #0 |
|---|---|---|---|---|---|---|---|---|
| 1606 | MNJx |
- 入力区分
└ パラメータ入力 - データ形式
└ ビット軸形
手動ハンドル割込み、または、自動手動同時動作(割込みタイプ)で有効になるのは
├ 0:切削送り加減速のみで、ジョグ送り加減速は無効にします
└ 1:切削送り加減速とジョグ送り加減速の両方
パラメータNo.1610
- 入力区分
└ パラメータ入力 - データ形式
└ ビット軸形
切削送り・切削送り時のドライランの加減速は
├ 0:指数関数形加減速
└ 1:直線形加減速
注意
ファナック推奨設定パラメータ(初期化タイプ)です
詳細は結合説明書(機能編)(B-64603JA-1)の付録「ファナック推奨設定パラメータ」を参照してください
- 入力区分
└ パラメータ入力 - データ形式
└ ビット軸形
切削送り・切削送り時のドライランの加減速は
├ 0:指数関数形、または直線形加減速とする ※パラメータ CTLx(No.1610#0)の設定に従う
└ 1:ベル形加減速とする
注意
ファナック推奨設定パラメータ(初期化タイプ)です
詳細は結合説明書(機能編)(B-64603JA-1)の付録「ファナック推奨設定パラメータ」を参照してください
- 入力区分
└ パラメータ入力 - データ形式
└ ビット軸形
ジョグ送りの加減速は
├ 0:指数関数形加減速
└ 1:切削送りと同じ ※パラメータ CTBx,CTLx(No.1610#1,#0)に従う
注意
ファナック推奨設定パラメータ(初期化タイプ)です
詳細は結合説明書(機能編)(B-64603JA-1)の付録「ファナック推奨設定パラメータ」を参照してください
- 入力区分
└ パラメータ入力 - データ形式
└ ビット軸形
ねじ切りサイクルでの加減速は
├ 0:指数関数形加減速
└ 1:切削送りと同じ ※パラメータ CTBx,CTLx(No.1610#1,#0)に従う
注意
1を設定したとき、時定数とFL速度はねじ切りサイクルのパラメータ(No.1626, No.1627)を適用します
パラメータNo.1611
- 入力区分
└ パラメータ入力 - データ形式
└ ビット系統形
ねじ切りサイクルG92(T系),G76(T系),G76.7(M系)においてねじの切上げ後の逃げは
├ 0:ねじ切り時の補間後加減速タイプで、ねじ切り時定数(No.1626)・FL速度(No.1627)とする
└ 1:早送りの補間後加減速タイプで、早送り時定数とする
注意
1を設定した場合は、逃げ動作の前に指令速度が0(加減速の遅れが 0)であることをチェックします
また逃げ動作の速度はパラメータ(No.1466)には関係なく早送り速度(パラメータ(No.1420))です
本パラメータに 0を設定した場合の逃げの速度は、パラメータ(No.1466)を使用します
逃げ動作の加減速は補間後加減速のみで、早送り補間前加減速および最適トルク加減速は無効です
- 入力区分
└ パラメータ入力 - データ形式
└ ビット系統形
AI先行制御(M系)/AI輪郭制御モード中のねじ切り指令は
├ 0:アラームを発生させる
└ 1:AI先行制御(M系)/AI輪郭制御モードを一時的にキャンセルして、ねじ切り指令を実行する
注意
- 1を設定した場合、ねじ切り指令の前後の指令において補間前加減速が有効になっていると、ブロックの継ぎ目で一旦減速停止します
- ファナック推奨設定パラメータ(固定タイプ)です
詳細は結合説明書(機能編)(B-64603JA-1)の付録「ファナック推奨設定パラメータ」を参照してください
- 入力区分
└ パラメータ入力 - データ形式
└ ビット系統形
AI先行制御(M系)/AI輪郭制御モードがオフで、先行フィードフォワード機能のパラメータが有効の時、先行フィードフォワード機能を
├ 0:利用する
└ 1:つかわない
- 入力区分
└ パラメータ入力 - データ形式
└ ビット系統形
ねじ切りサイクルのブロック間で早送りオーバラップを
├ 0:しない
└ 1:する
注意
- 早送りオーバラップ機能の1つで、単一形旋削用固定サイクルのねじ切りサイクルにおいて、逃げ動作と復帰動作の間、復帰動作と次のねじ切りサイクルの位置決め動作の間で早送りオーバラップができます
ブロック間オーバラップの早送り速度減速比は、パラメータ(No.1726)に設定してください - 1を設定すると、ねじ切りサイクルリトラクトは無効です
パラメータNo.1612
- 入力区分
└ パラメータ入力 - データ形式
└ ビット系統形
早送りブロックオーバラップの速度減速比は
├ 0:パラメータ(No.1722)に従う
└ 1:システム変数#100851[#_ROVLP[1]]~#100874[#_ROVLP[24]]で指定する
注意
早送りブロックオーバラップ無効信号 ROVLP<Gn053.5>が”0”かつ、パラメータRTO(No.1601#4)=1のときに有効なパラメータです
- 入力区分
└ パラメータ入力 - データ形式
└ ビット系統形
AI先行制御(M系)/AI輪郭制御モード中のステータス表示、および、モード中信号は
├ 0:AI先行制御(M系)/AI輪郭制御を行う条件を満たした場合に有効
└ 1:常に有効
注意
- 1に設定すると、モード中の点滅表示、AI輪郭制御モード中信号 AICC<Fn062.0>が AI先行制御(M系)/AI輪郭制御モード中、常に有効です
- フィールドホールド停止中、シングルブロック停止中は無効です
- 入力区分
└ パラメータ入力 - データ形式
└ ビット系統形
ねじ切りサイクルのブロック間で早送りオーバラップを
├ 0:しない
└ 1:する
注意
単一形旋削用固定サイクルのねじ切りサイクルにおいて、逃げ動作と復帰動作の間、復帰動作と次のねじ切りサイクルの位置決め動作の間で早送りオーバラップができます
オーバラップ距離はパラメータ(No.1728)と(No.1729)から設定してください
パラメータNo.1620
| パラメータNo. | 詳細 |
|---|---|
| 1620 | 軸ごとの早送り直線形加減速の時定数(T)、ベル形加減速時定数(T1) |
- 入力区分
└ パラメータ入力 - データ形式
└ ワード軸形 - データ単位
└ msec(ミリ秒) - データ範囲
└ 0 ~ 4000
早送りの加減速の時定数を軸ごとに設定します
パラメータNo.1621
| パラメータNo. | 詳細 |
|---|---|
| 1621 | 軸ごとの早送りベル形加減速の時定数(T2) |
- 入力区分
└ パラメータ入力 - データ形式
└ ワード軸形 - データ単位
└ msec(ミリ秒) - データ範囲
└ 0 ~ 512
早送りのベル形加減速の時定数T2を軸ごとに設定します
パラメータNo.1622
| パラメータNo. | 詳細 |
|---|---|
| 1622 | 軸ごとの切削送り加減速の時定数 |
- 入力区分
└ パラメータ入力 - データ形式
└ ワード軸形 - データ単位
└ msec(ミリ秒) - データ範囲
└ 0 ~ 4000
切削送りの指数関数形加減速、補間後ベル形加減速または補間後直線形加減速の時定数を軸ごとに設定します
タイプはパラメータCTLx,CTBx(No.1610#0,#1)で選択します
このパラメータは特殊な用途以外は必ず全軸同じ時定数を設定してください
異なる時定数を設定すると、正しい直線または円弧形状になりません
パラメータNo.1623
| パラメータNo. | 詳細 |
|---|---|
| 1623 | 軸ごとの切削送り補間後加減速のFL速度 |
- 入力区分
└ パラメータ入力 - データ形式
└ 実数軸形 - データ単位
└ mm/min、inch/min、度/min(機械単位) - データ最小単位
└ 該当軸の設定単位に従う - データ範囲
└ 標準パラメータ設定表(C)参照 ※IS-Bの場合0.0~+999000.0
切削送りの指数関数形加減速の下限速度(FL速度)を軸ごとに設定します
パラメータNo.1624
| パラメータNo. | 詳細 |
|---|---|
| 1624 | 軸ごとのジョグ送り加減速の時定数 |
- 入力区分
└ パラメータ入力 - データ形式
└ ワード軸形 - データ単位
└ msec(ミリ秒) - データ範囲
└ 0 ~ 4000
ジョグ送り加減速の時定数を軸ごとに設定します
パラメータNo.1625
| パラメータNo. | 詳細 |
|---|---|
| 1625 | 軸ごとのジョグ送り加減速のFL速度 |
- 入力区分
└ パラメータ入力 - データ形式
└ 実数軸形 - データ単位
└ mm/min、inch/min、度/min(機械単位) - データ最小単位
└ 該当軸の設定単位に従う - データ範囲
└ 標準パラメータ設定表(C)参照 ※IS-Bの場合0.0~+999000.0
ジョグ送り加減速の FL速度を軸ごとに設定します
なお、本パラメータは指数関数形のみ有効です
パラメータNo.1626
| パラメータNo. | 詳細 |
|---|---|
| 1626 | 軸ごとのねじ切りサイクルでの加減速用時定数 |
- 入力区分
└ パラメータ入力 - データ形式
└ ワード軸形 - データ単位
└ msec(ミリ秒) - データ範囲
└ 0 ~ 4000
ねじ切りサイクルG92(T系),G76(T系),G76.7(M系)における補間後加減速の時定数を軸ごとに設定します
パラメータNo.1627
| パラメータNo. | 詳細 |
|---|---|
| 1627 | 軸ごとのジョグ送り加減速のFL速度 |
- 入力区分
└ パラメータ入力 - データ形式
└ 実数軸形 - データ単位
└ mm/min、inch/min、度/min(機械単位) - データ最小単位
└ 該当軸の設定単位に従う - データ範囲
└ 標準パラメータ設定表(C)参照 ※IS-Bの場合0.0~+999000.0
ねじ切りサイクルG92(T系),G76(T系),G76.7(M系)における補間後加減速のFL速度を軸ごとに設定します
特殊な場合を除いて0を設定してください
パラメータNo.1660
| パラメータNo. | 詳細 |
|---|---|
| 1660 | 補間前加減速の軸ごとの許容最大加速度 |
- 入力区分
└ パラメータ入力 - データ形式
└ 実数軸形 - データ単位
└ mm/sec^2、inch/sec^2、度/sec^2(機械単位) - データ最小単位
└ 該当軸の設定単位に従う - データ範囲
└ 標準パラメータ設定表(D)参照 ※ミリ系の場合0.0~+100000.0、インチ系の場合0.0~+10000.0
補間前加減速における、各軸の許容最大加速度を設定します
注意
100000.0以上の値が設定された場合は、100000.0でクランプされます
0が設定された場合は100000.0が設定されたものとみなし、全軸に 0が設定された場合には補間前加減速をしません
軸ごとの許容加速度の設定値が軸間で2倍以上異なっている場合に、移動方向が急に変化するコー
ナ部で速度が一時的に低くなることがあります
ファナック推奨設定パラメータ(初期化タイプ)です
詳細は結合説明書(機能編)(B-64603JA-1)の付録「ファナック推奨設定パラメータ」を参照してください
パラメータNo.1671
| パラメータNo. | 詳細 |
|---|---|
| 1671 | 直線形早送りに対する補間前加減速の軸ごとの許容最大加速度 または最適トルク加減速の基準許容加速度 |
- 入力区分
└ パラメータ入力 - データ形式
└ 実数軸形 - データ単位
└ mm/sec^2、inch/sec^2、度/sec^2(機械単位) - データ最小単位
└ 該当軸の設定単位に従う - データ範囲
└ 標準パラメータ設定表(D)参照 ※ミリ系の場合0.0~+100000.0、インチ系の場合0.0~+10000.0
- 直線形早送りに対する補間前加減速の許容最大加速度を設定します
100000.0以上の値が設定された場合は、100000.0でクランプされます
0が設定された場合は、次の値が設定されたものとみなされます
├ 1000.0 mm/sec^2
├ 100.0 inch/sec^2
└ 100.0度/sec^2
ただし、全軸に0が設定された場合には、補間前加減速をしません - 最適トルク加減速の基準許容加速度
パラメータNo.1672
| パラメータNo. | 詳細 |
|---|---|
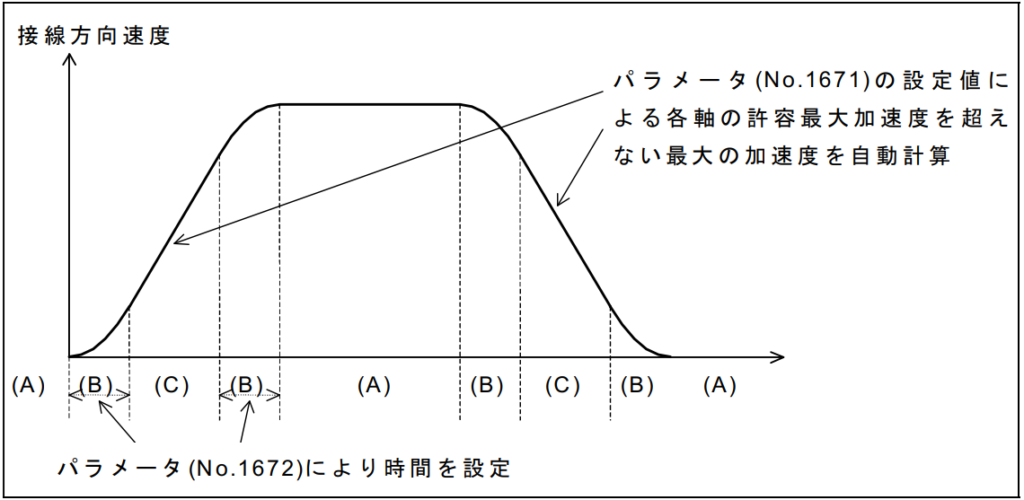
| 1672 | 直線形早送りに対する補間前ベル形加減速の加速度変化時間 または最適トルク加減速におけるベル形加減速の加速度変化時間 |
- 入力区分
└ パラメータ入力 - データ形式
└ 2ワード軸形 - データ単位
└ msec(ミリ秒) - データ範囲
└ 0 ~ 200
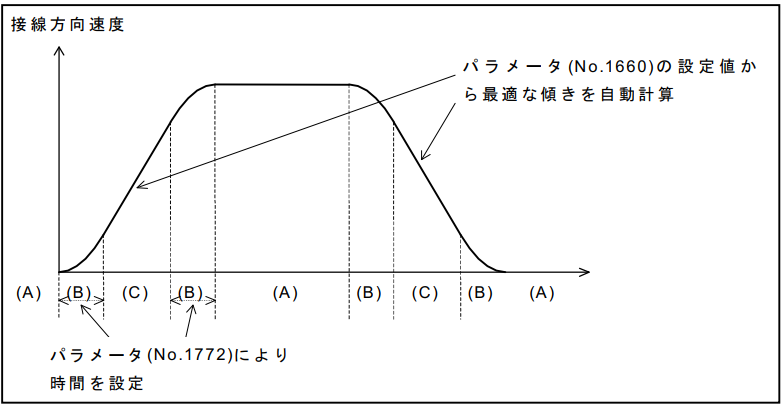
- 直線形早送りの補間前ベル形加減速の加速度変化時間(定速状態(A)からパラメータ(No.1671)で設定された加速度をもとに計算された加速度での一定加減速状態(C)に変化する時間:下図の(B)の部分の時間)を設定します。
- 最適トルク加減速におけるベル形加減速の加速度変化時間(定速状態(A)から最適トルク加減速により計算された加速度での加減速状態(C)に変化する時間までの時間:図の(B)の部分の時間)を設定します
パラメータNo.1673
| パラメータNo. | 詳細 |
|---|---|
| 1673 | 送り軸緊急停止時の接線方向の許容最大加速度 |
- 入力区分
└ パラメータ入力 - データ形式
└ 実数系統形 - データ単位
└ mm/sec/sec、inch/sec/sec、度/sec/sec(機械単位) - データ最小単位
└ 基準軸の設定単位に従う - データ範囲
└ 標準パラメータ設定表(D)参照 ※ミリ系の場合0.0~+100000.0、インチ系の場合0.0~+10000.0
送り軸緊急停止時の補間前加減速における、接線方向の許容最大加速度を設定します
100000.0以上の値が設定された場合は、100000.0でクランプされます
補間前加減速の加速度より低い値が設定された場合は、以下の変更を行わず、現状の設定値を使用し停止します
- 補間前加減速の加速度の変更
- 補間前ベル形加減速から補間前直線加減速への加減速タイプの変更
パラメータNo.1710
| パラメータNo. | 詳細 |
|---|---|
| 1710 | 自動コーナオーバライド内側円弧切削速度の最小減速比(MDR) |
- 入力区分
└ パラメータ入力 - データ形式
└ バイト系統形 - データ単位
└ % - データ範囲
└ 0 ~ 100
自動コーナオーバライドの内側円弧切削速度変更における最小減速比(MDR)を設定します
内側にオフセットされている円弧切削の時は、指令された送り速度(F)に対して、実際の送り速度を下記の式に当てはめ、プログラム経路上での速度が指令されたFに設定します
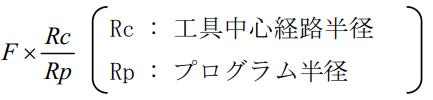
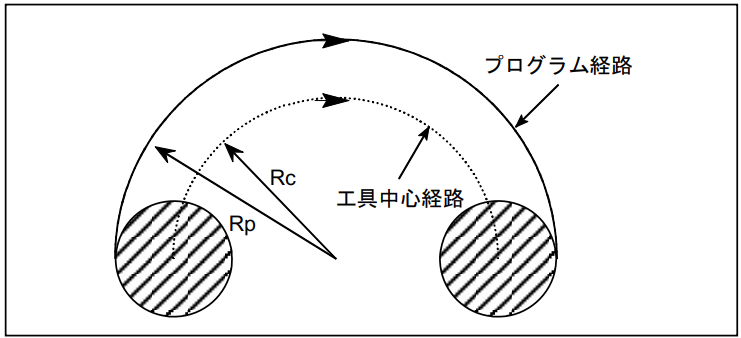
ただし、Rpに比べて Rcが非常に小さいとRc/Rp≒0となり工具が停止します
そこで最小減速比(MDR)を設定し、Rc/Rp≦MDRの時に、工具の送り速度を F×(MDR)としてください
0に設定すると、最小減速比(MDR)は100%とみなします
パラメータNo.1711
| パラメータNo. | 詳細 |
|---|---|
| 1711 | 内側コーナオーバライドの内側判定角度(θp) |
- 入力区分
└ パラメータ入力 - データ形式
└ 実数系統形 - データ単位
└ 度 - データ最小単位
└ 基準軸の設定単位に従う - データ範囲
└ 2 ~ 178
自動コーナオーバライドにおける、内側コーナオーバライド時の内側判定角度を設定します
パラメータNo.1712
| パラメータNo. | 詳細 |
|---|---|
| 1712 | 内側コーナオーバライドのオーバライド量 |
- 入力区分
└ パラメータ入力 - データ形式
└ バイト系統形 - データ単位
└ % - データ範囲
└ 1 ~ 100
自動コーナオーバライドにおける、内側コーナオーバライド時のオーバライド量を設定します
パラメータNo.1713
| パラメータNo. | 詳細 |
|---|---|
| 1713 | 内側コーナオーバライドの開始距離(Le) |
- 入力区分
└ セッティング入力 - データ形式
└ 実数系統形 - データ単位
└ mm、inch(入力単位) - データ最小単位
└ 基準軸の設定単位に従う - データ範囲
└ 最小設定単位の9桁分(標準パラメータ設定表(A)参照)※IS-Bの場合、-999999.999~+999999.999
自動コーナオーバライドにおける、内側コーナオーバライドの開始距離を設定します
パラメータNo.1714
| パラメータNo. | 詳細 |
|---|---|
| 1714 | 内側コーナオーバライドの終了距離(Ls) |
- 入力区分
└ セッティング入力 - データ形式
└ 実数系統形 - データ単位
└ mm、inch(入力単位) - データ最小単位
└ 基準軸の設定単位に従う - データ範囲
└ 最小設定単位の9桁分(標準パラメータ設定表(A)参照)※IS-Bの場合、-999999.999~+999999.999
自動コーナオーバライドにおける、内側コーナオーバライドの終了距離を設定します
θ≦θpの場合、内側とみなします(θpはパラメータ(No.1711)に設定します。)
内側コーナ部と判定された時、そのコーナの交点から手前のブロックのLe以内の範囲の範囲と、コーナの交点から次のブロックのLs以内の範囲のあいだ、送り速度にオーバライドをかけます
距離Le、Lsは、工具中心経路上の点とコーナの交点との直線距離です
Le、Lsはパラメータ(No.1713,No.1714)から設定してください
パラメータNo.1722
| パラメータNo. | 詳細 |
|---|---|
| 1722 | 早送りブロック間のオーバラップ時の早送り速度減速比 |
- 入力区分
└ パラメータ入力 - データ形式
└ バイト軸形 - データ単位
└ % - データ範囲
└ 1 ~ 100
早送りのブロックの各軸の送り速度が、本パラメータで設定された減速比の割合まで減速した時点で、次のブロックの実行を開始します
これは早送りのブロックが連続している、または早送りの次のブロックが移動の無いブロックである場合に適用します
パラメータNo.1726
| パラメータNo. | 詳細 |
|---|---|
| 1726 | ねじ切りサイクルのブロック間オーバラップの早送り速度減速比 |
- 入力区分
└ パラメータ入力 - データ形式
└ バイト軸形 - データ単位
└ % - データ範囲
└ 1 ~ 100
サイクル開始点へ復帰する動作とねじ切り開始点へ移動する動作の間において、各軸の送り速度が本パラメータで設定された減速比の割合まで減速した時点で次の動作を開始します
これは単一形旋削用固定サイクルのねじ切りサイクルにおいて、逃げ動作とサイクル開始点へ復帰する動作の間に適用します
注意
パラメータ(No.1726)の設定値は、パラメータ TCO(No.1611#3)が1のとき有効です
パラメータNo.1728
| パラメータNo. | 詳細 |
|---|---|
| 1728 | ねじ切りサイクルでの早送りオーバラップにおける ねじ切りサイクルの逃げ動作と復帰動作間のオーバラップ距離 |
- 入力区分
└ パラメータ入力 - データ形式
└ 実数系統形 - データ単位
└ mm、inch(入力単位) - データ最小単位
└ 基準軸の設定単位に従う - データ範囲
└ 0または小設定単位の9桁分(標準パラメータ設定表(B)参照)※IS-Bの場合、0.0~+999999.999
単一形旋削用固定サイクルのねじ切りサイクルにおいて、逃げ動作とサイクル開始点へ復帰する動作の間でX軸の加減速制御による遅れ量が、本パラメータで設定された距離以下になると次の動作を開始します
注意
- 常に半径値で入力します。
- パラメータTOD(No.1612#2)=1のときに有効なパラメータです
パラメータNo.1729
| パラメータNo. | 詳細 |
|---|---|
| 1729 | ねじ切りサイクルでの早送りオーバラップにおける 復帰動作と次のねじ切りサイクルの位置決め動作間のオーバラップ距離 |
- 入力区分
└ パラメータ入力 - データ形式
└ 実数系統形 - データ単位
└ mm、inch(入力単位) - データ最小単位
└ 基準軸の設定単位に従う - データ範囲
└ 0または小設定単位の9桁分(標準パラメータ設定表(B)参照)※IS-Bの場合、0.0~+999999.999
単一形旋削用固定サイクルのねじ切りサイクルにおいて、サイクル開始点へ復帰する動作とねじ切り開始点へ移動する動作の間において、Z軸の加減速制御による遅れ量が、本パラメータで設定された距離以下になると次の動作を開始します
注意
- 常に半径値で入力します。
- パラメータTOD(No.1612#2)=1のときに有効なパラメータです
パラメータNo.1732
| パラメータNo. | 詳細 |
|---|---|
| 1732 | 円弧補間での加速度による減速機能の下限速度 |
- 入力区分
└ パラメータ入力 - データ形式
└ 実数系統形 - データ単位
└ mm/min、inch/min、度/min(機械単位) - データ最小単位
└ 基準軸の設定単位に従う - データ範囲
└ 標準パラメータ設定表(C)参照 ※IS-Bの場合0.0~+999000.000
円弧補間での加速度による減速機能では、円弧補間で移動方向が変化することによって生じる加速度がパラメータ(No.1735)で指定された許容加速度以下になるように最適な速度を自動的に計算します
ただし円弧の半径が非常に小さい場合は、計算された速度が非常に小さくなる場合があります
このような場合は送り速度が遅くなり過ぎるのを防ぐために、本パラメータ以下の速度に減速しないようにします
パラメータNo.1735
| パラメータNo. | 詳細 |
|---|---|
| 1735 | 円弧補間での加速度による減速機能における各軸の許容加速度 |
- 入力区分
└ パラメータ入力 - データ形式
└ 実数軸形 - データ単位
└ mm/sec^2、inch/sec^2、度/sec^2(機械単位) - データ最小単位
└ 該当軸の設定単位に従う - データ範囲
└ 標準パラメータ設定表(D)参照 ※ミリ系の場合0.0~+100000.0、インチ系の場合0.0~+10000.0
円弧補間での加速度による減速機能の許容加速度を設定します
円弧補間で移動方向が変化することにより生じる加速度が、本パラメータの値以下になるように送り速度を制御します
0が設定された軸は加速度による減速機能は無効です
軸ごとに異なる値が設定されている場合は、指令された円弧軸 2軸のうち小さい方の加速度をもとに送り速度が決まります
パラメータNo.1737
| パラメータNo. | 詳細 |
|---|---|
| 1737 | AI先行制御(M系)/AI輪郭制御の加速度による減速機能における各軸の許容加速度 |
- 入力区分
└ パラメータ入力 - データ形式
└ 実数軸形 - データ単位
└ mm/sec^2、inch/sec^2、度/sec^2(機械単位) - データ最小単位
└ 該当軸の設定単位に従う - データ範囲
└ 標準パラメータ設定表(D)参照 ※ミリ系の場合0.0~+100000.0、インチ系の場合0.0~+10000.0
工具移動方向が変化することによって生じる加速度の許容値を設定します
本パラメータに 0が設定された軸については、加速度による減速機能は無効となります
全軸に0が設定された場合には、加速度による減速を行いません
ただし、円弧補間において円弧補間での加速度による速度制御(パラメータ(No.1735))による減速機能が有効です
パラメータNo.1738
| パラメータNo. | 詳細 |
|---|---|
| 1738 | AI先行制御(M系)/AI輪郭制御の加速度による減速機能の下限速度 |
- 入力区分
└ パラメータ入力 - データ形式
└ 実数系統形 - データ単位
└ mm/min、inch/min、度/min(機械単位) - データ最小単位
└ 該当軸の設定単位に従う - データ範囲
└ 標準パラメータ設定表(C)参照 ※IS-Bの場合0.0~+999000.0
AI先行制御(M系)/AI輪郭制御の加速度による減速機能では、形状に応じた最適な速度を自動的に計算します
形状によっては計算された速度が非常に小さくなる場合があり、送り速度が低くなり過ぎるのを防ぐため本パラメータ以下の速度に減速しないようにします
ただし切削負荷による減速機能によるオーバライドを有効とした場合は、それにより下限速度より低い速度となる場合があります
パラメータNo.1763
| パラメータNo. | 詳細 |
|---|---|
| 1763 | 補間前加減速モード中の軸ごとの切削送り補間後加減速のFL速度 |
- 入力区分
└ パラメータ入力 - データ形式
└ 実数軸形 - データ単位
└ mm/min、inch/min、度/min(機械単位) - データ最小単位
└ 該当軸の設定単位に従う - データ範囲
└ 標準パラメータ設定表(C)参照 ※IS-Bの場合0.0~+999000.0
AI輪郭制御など補間前加減速中の切削送り補間後加減速の下限速度(FL速度)を設定します
パラメータNo.1769
| パラメータNo. | 詳細 |
|---|---|
| 1769 | 補間前加減速モード中の切削送り補間後加減速の時定数 |
- 入力区分
└ パラメータ入力 - データ形式
└ ワード軸形 - データ単位
└ msec(ミリ秒) - データ範囲
└ 0 ~ 4000
AI輪郭制御など補間前加減速モード中は、通常の時定数(パラメータ(No.1622))ではなく本パラメータが適用されます
異なる時定数を設定すると正しい直線または円弧形状を得ることができないため、このパラメータは特殊な用途以外は必ず全軸同じ時定数を設定してください
パラメータNo.1772
| パラメータNo. | 詳細 |
|---|---|
| 1772 | 補間前ベル形加減速の加速度変化時間 |
- 入力区分
└ パラメータ入力 - データ形式
└ 2ワード軸形 - データ単位
└ msec(ミリ秒) - データ範囲
└ 0 ~ 200
補間前ベル形加減速の加速度変化時間(定速状態(A)からパラメータ(No.1660)で設定された加速度をもとに計算された加速度での一定加減速状態(C)に変化する時間:下図の(B)の部分の時間)を設定します
パラメータNo.1783
| パラメータNo. | 詳細 |
|---|---|
| 1783 | コーナの速度差による速度決定における許容速度差 |
- 入力区分
└ パラメータ入力 - データ形式
└ 実数軸形 - データ単位
└ mm/min、inch/min、度/min(機械単位) - データ最小単位
└ 該当軸の設定単位に従う - データ範囲
└ 標準パラメータ設定表(C)参照 ※IS-Bの場合0.0~+999000.0
コーナの速度差による速度決定機能を使用する場合、ブロックのつなぎ目で各軸の速度成分の変化がこのパラメータ設定値を越える時、これを越えないような送り速度を求め、補間前加減速を用いて減速します
これによりコーナ部での機械のショックや加工誤差を減少できます
パラメータNo.1788
| パラメータNo. | 詳細 |
|---|---|
| 1788 | 各軸の加速度変化による速度決定における許容加速度変化量 |
- 入力区分
└ パラメータ入力 - データ形式
└ 実数軸形 - データ単位
└ mm/sec^2、inch/sec^2、度/sec^2(機械単位) - データ最小単位
└ 該当軸の設定単位に従う - データ範囲
└ 標準パラメータ設定表(D)参照 ※ミリ系の場合0.0~+100000.0、インチ系の場合0.0~+10000.0
加加速度制御の加速度変化による速度制御における各軸の許容加速度変化量を設定します
0が設定された軸については加速度変化による速度制御は無効です
全軸に0が設定された場合は、加速度変化による速度制御をしません
パラメータNo.1789
| パラメータNo. | 詳細 |
|---|---|
| 1789 | 各軸の加速度変化による速度決定における許容加速度変化量(直線補間) |
- 入力区分
└ パラメータ入力 - データ形式
└ 実数軸形 - データ単位
└ mm/sec^2、inch/sec^2、度/sec^2(機械単位) - データ最小単位
└ 該当軸の設定単位に従う - データ範囲
└ 標準パラメータ設定表(D)参照 ※ミリ系の場合0.0~+100000.0、インチ系の場合0.0~+10000.0
連続する直線補間での加加速度制御の加速度変化による速度制御における、各軸の許容加速度変化量を設定します
直線補間と直線補間でのコーナ部分における加速度変化による速度制御において、許容加速度変化量はパラメータ(No.1788)ではなく本パラメータが有効です
本パラメータに 0が設定された軸についてはパラメータ(No.1788)の許容加速度変化量に従います
なおパラメータ(No.1788)に0が設定された軸は加速度変化による速度制御が無効になるため、本パラメータは意味を持ちません
パラメータNo.1790
| パラメータNo. | 詳細 |
|---|---|
| 1790 | 補間前スムーズベル形加減速におけるか加速度変化時間の割合 |
- 入力区分
└ パラメータ入力 - データ形式
└ バイト系統形 - データ単位
└ % - データ範囲
└ 0 ~ 50
先読み補間前スムーズベル形加減速において、加速度変化時間(*1)に対する加加速度変化時間の割合をパーセントで設定します
設定が0、またはデータ範囲外の場合には先読み補間前スムーズベル形加減速が無効です
注意
(*1)先読み補間前加減速(切削送り)の場合はパラメータ(No.1772)、直線形早送りの補間前加減速、および最適トルク加減速の場合はパラメータ(No.1672)
パラメータNo.1791
| パラメータNo. | 詳細 |
|---|---|
| 1791 | 停電時減速停止機能の軸ごとの加速度 |
- 入力区分
└ パラメータ入力 - データ形式
└ 実数軸形 - データ単位
└ mm/sec^2、inch/sec^2、度/sec^2(機械単位) - データ最小単位
└ 該当軸の設定単位に従う - データ範囲
└ 標準パラメータ設定表(D)参照 ※ミリ系の場合0.0~+100000.0、インチ系の場合0.0~+10000.0
停電時に減速停止させる軸に対して減速の加速度を設定します
本パラメータが0に設定された軸は停電時減速信号による減速が無効です
同期制御、タンデム制御の場合、マスタ軸、スレーブ軸に同じパラメータを設定してください
参考資料
FANUC Series 0i-MODEL F パラメータ説明書 B-64610JA/01
コメント