新しく設計したNCプログラムでCNC加工を行う前に、プログラムのテストが必要です。
テストをしていないプログラムでいきなり加工を行うのは非常に危険な行為です。
そのため、CNCのデバッグ機能を利用して、安全に動作確認を行う必要があります。
安全の面において慎重になりすぎるくらいの心構えが、
”災害を起こさない”
”災害に巻き込まれない”
ための考え方としてとても重要です。
今回はデバッグ機能のうちの一つ”マシンロック”について解説します。
ぜひ内容を理解したうえで安全作業に役立ててください。
- マシンロックとは制御軸を動かさずNCプログラムを運転する機能
- PMCラダーにて全軸マシンロックと各軸マシンロックの制御が可能
- オペパネからマシンロックの切替可能(全軸マシンロック)
マシンロックとは?
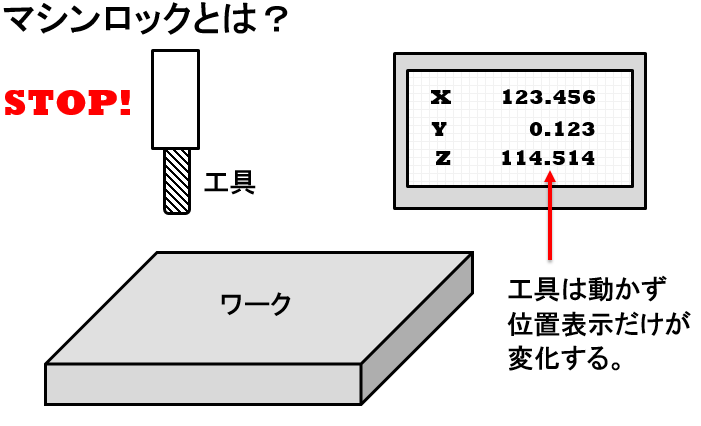
マシンロックとは、制御軸を動作させず(ロック)にNCプログラムを運転する機能です。
主にプログラムの記述に問題がないか確認を行う作業で使用し、工具を動かさずに位置表示の変化を確認することができます。
プログラムを作成したらまずマシンロックで運転を行い、プログラムの記述に問題がないか確認します。プログラムに問題がなければマシンロックを解除し、その他デバッグ機能のシングルブロックやドライランなどを用いて実際に工具を動かして動作確認を行うのが一般的な流れです。
マシンロックの注意事項
マシンロックを使用する際は、次の注意事項について理解する必要があります。
制御軸への移動命令にしか働かない
NCプログラムに記述された次の指令については、通常通り実行および更新されます。
- Mコードの実行
- Sコードの実行
- Tコードの実行
- Bコードの実行
- モーダルなGコードの更新
- 座標系設定の更新
レファレンス点へ工具が移動しない
マシンロック状態でG27,G28,G30指令を実行したとき、CNCは指令を受け付けますが、工具はレファレンス点へ移動しないためレファレンス点復帰ランプは転倒しません。
機械座標系選択時に座標表示が更新されない
G53機械座標系選択指令の開始時にマシンロック状態の制御軸は、移動指令が無視されるため絶対座標表示および相対座標表示ともに更新されません。
工具移動中にマシンロック状態になった場合、マシンロックが有効になったタイミングで移動指令が遮断されて工具が停止します。絶対座標表示および相対座標表示は、ともに残移動量分については更新されます。
再開位置への復帰ができない場合がある
次の操作を行う際は再開位置へ正しく復帰できない可能性があります。
- 手動介入および復帰を行うと再スタートにて手動介入前の位置に復帰できない
- 工具退避および復帰を行うと復帰操作にてリトラクト位置に復帰できない
- マシンロック状態で手動運転を行った場合
- マシンロック状態でプログラムの再開を指令した後にマシンロックを解除した場合
高速プログラムチェック中はマシンロック無効
高速プログラムチェックモード中はマシンロックが無効となります。
パラメータ関係
マシンロックに関するパラメータについて代表的なものを紹介します。
[入力区分]パラメータ入力
[データ形式]ビット形
[機能]PMC制御軸に対して、全軸マシンロック信号<MLK>が有効の時
0:PMC軸もマシンロックの対象とする
1:PMC軸もマシンロックの対象としない
[入力区分]パラメータ入力
[データ形式]ビット形
[機能]PMC制御軸に対して、パラメータNo.8001#0<MLE>が”1″のとき、各軸マシンロックは
0:無効
1:有効
マシンロックの 有効/無効 切替方法
PMCラダーによる切替え
PMCラダーからマシンロックを行う場合、全軸マシンロックと各軸マシンロックを指定することができます。指定方法は次の通りです。
全軸マシンロック
[区分]入力信号
[機能]全制御軸をマシンロック状態にする
[動作]MLKが”1″のとき、手動または自動運転による全制御軸サーボモータへの出力パルス信号を出さないように制御する
各軸マシンロック
[区分]入力信号
[機能]MLKnに対応する制御軸をマシンロック状態にする
[動作]MLK1~MLK8が”1″のとき、手動または自動運転による第1~第8軸サーボモータへの出力パルス信号を出さないように制御する
例)MLK1・・・第1軸をマシンロック MLK2・・・第2軸をマシンロック
ソフトウェアオペレータズパネルによる切替
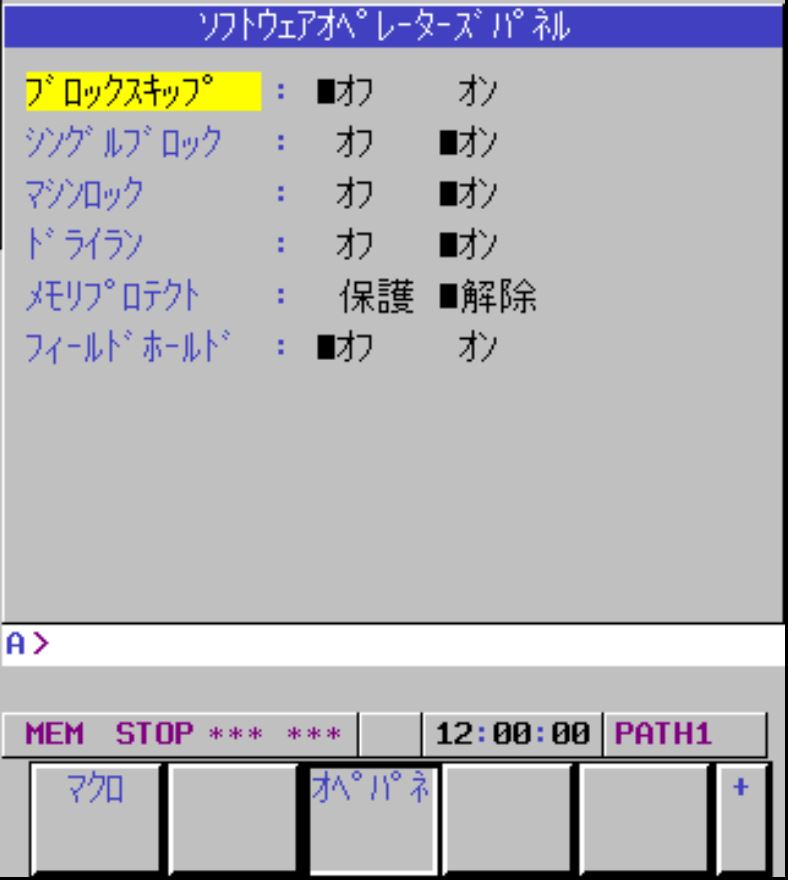
機能キーOFFSET/SETTINGSからオペパネを選択します。オペパネ2ページ目にマシンロックの切替項目が存在するので、ソフトキーでオフ/オンを切り替えることができます。
このとき、全制御軸に対してマシンロックが有効になります。
あとがき
マシンロックの解説はいかがだったでしょうか。
NCプログラムを安全に確認する際には必須の設定です。ご自身の身を守るためにも、マシンロックを活用して安全に作業を行いましょう!
コメント