- パソコンで作ったNCプログラムを設備に入れたい
- 設備からNCプログラムのバックアップを取りたい
生産終了から10年以上経過した16i/18i/21iモデル。
搭載した設備も数が少なくなってきました。
いつ故障するかわからない状態なのでバックアップは重要です。
基盤などのハードウェア故障であればFANUCに依頼すれば修理できます。
ただし故障の際に消えてしまったデータの復旧はご自身でおこなう必要があります。
- 【パンチ】CNC内のNCプログラムをメモリカードへ書き出す
- 【リード】メモリカード内のNCプログラムをCNCに反映する
このようにバックアップの取得とデータの復旧は、リードとパンチ機能を使用します。
この記事ではリードとパンチ機能を使ったNCプログラム入出力方法について解説していきます。
NCプログラム入出力のための準備
コンパクトフラッシュメモリを差し込む
CTRモニタ側面にあるPCカード差込口へPCカードメモリを挿入してください。


BUFFALOのコンパクトフラッシュメモリを10年以上使用しています。
EDITモードに変更する
CNCの制御モードを”EDIT(編集)”モードに変更します。
本機能は、各設備メーカーごとに操作方法が異なるので一概には言えませんが、操作盤のセレクタスイッチ等で準備されていると思います。
EDIT(編集)モードに変更されたことを確認するには、画面の赤枠部が”EDIT”となっていることを確認してください。
プログラム入出力操作画面に移動する
プログラム一覧画面に移動する
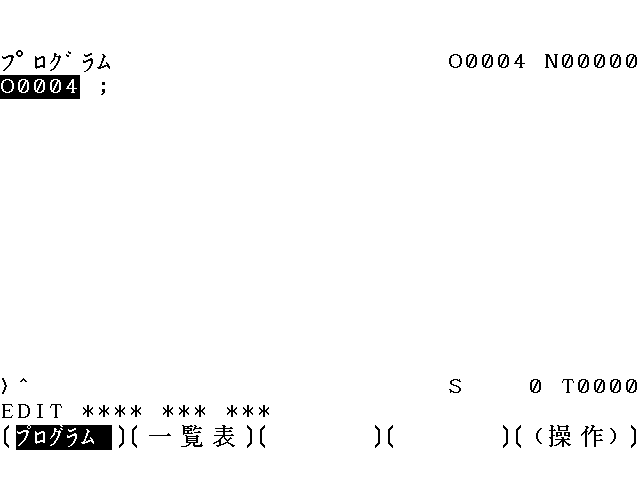
ハードキー[PROG]を押してNCプログラム実行画面を表示させます。
メモリカードのディレクトリ画面に移動する
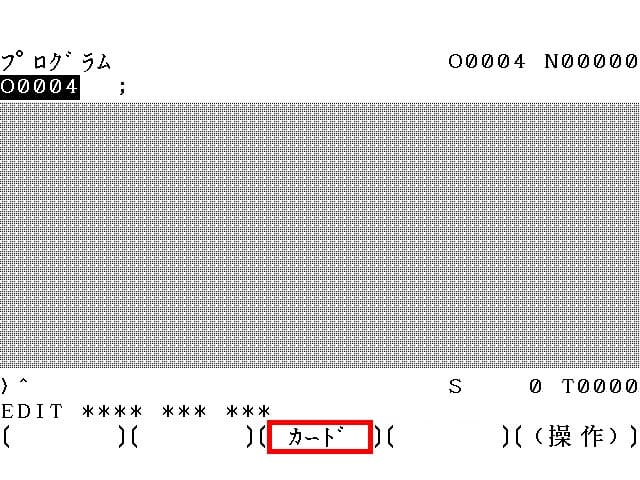
ハードキー[ ▶ ]を押してファンクション切り替えを実行、ソフトキー[カード]を選択します。
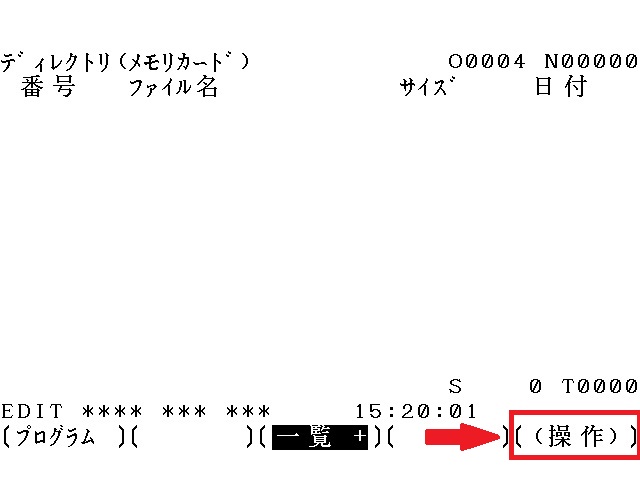
メモリカード内のディレクトリ画面が表示されたらソフトキー[(操作)]を選択します。
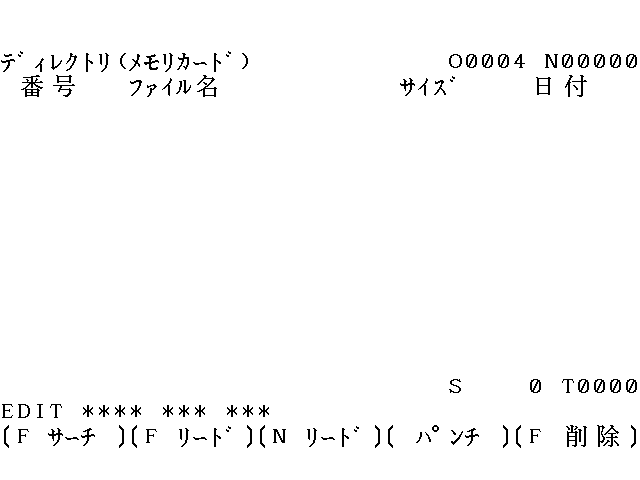
本画面からリード(メモリカード→CNC)およびパンチ(CNC→メモリカード)の操作が可能となります。
NCプログラムバックアップ&書き込み方法
バックアップ(パンチ)
NCプログラムをCNCからメモリカード(CFカード)に保存する方法を解説します。
パンチモードに移行する
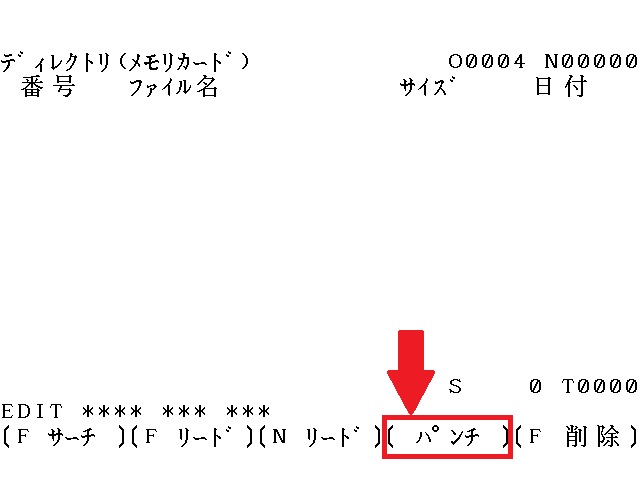
メモリカードディレクトリの下部機能一覧から[パンチ]を選択します。
パンチするデータを指定する
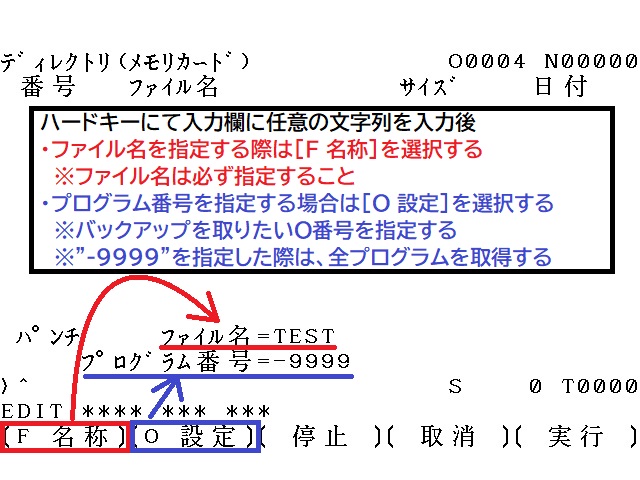
機能[パンチ]を選択後、パンチするファイルを指定する必要があります。
入力する必要がある項目は次のとおりです。
- ファイル名
CFカードに保存される際のファイル名。任意に指定可能。 - プログラム番号
バックアップ対象のO番号を指定する。”-9999”を指定すると、全プログラムを取得します。
パンチを実行する
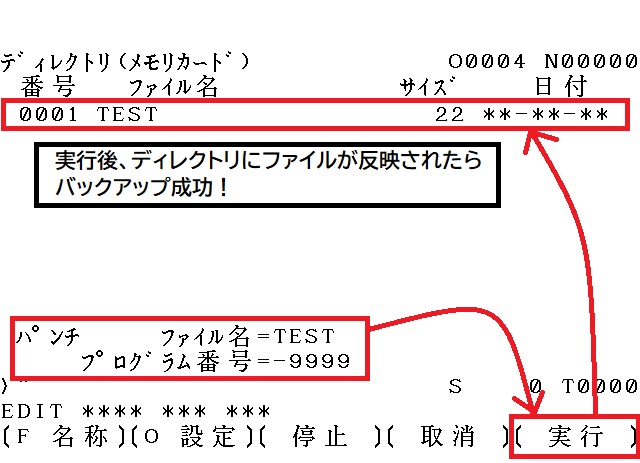
ファイル名とプログラム番号を入力したら[実行]を選択します。
パンチが正常に完了すると、ディレクトリにファイルが反映されます。
NCプログラム書き込み(リード)
NCプログラムをメモリカード(CFカード)からCNCに書き込む方法を解説します。
ファイルリードモードに移行する
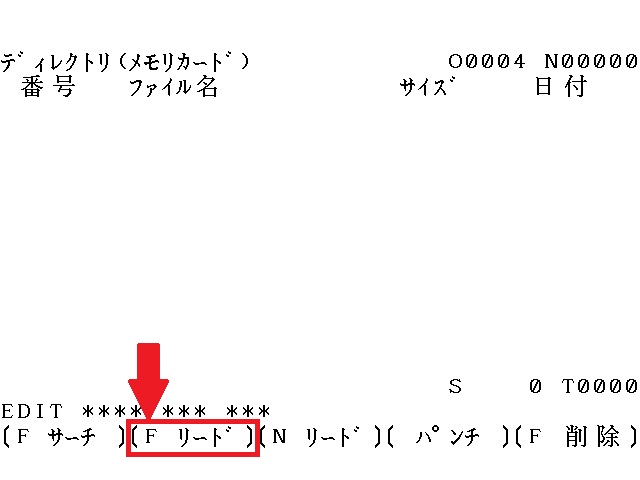
メモリカードディレクトリの下部機能一覧から[パンチ]を選択します。
リードするファイル番号と登録するプログラム(O)番号を指定する
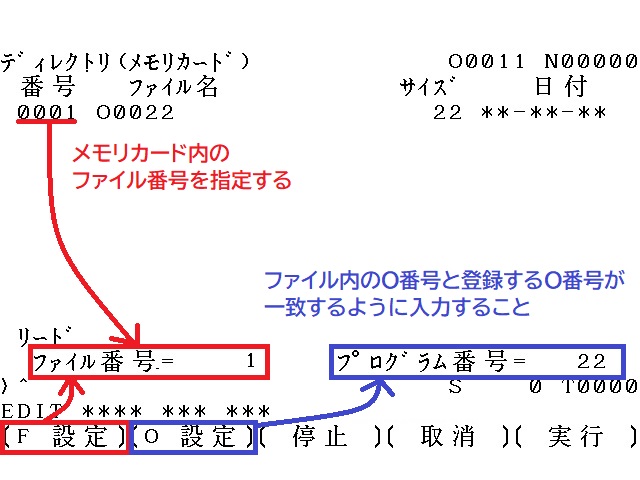
機能[Fリード]を選択後、リードを実行するファイルを指定する必要があります。
入力する必要がある項目は次のとおりです。
- ファイル番号
CNCへ書き込みを行うファイルをファイル番号で指定する。 - プログラム番号
CNCに設定するプログラム番号を指定します。既存のプログラム番号の上書きはできません。
リードを実行してプログラムを確認する
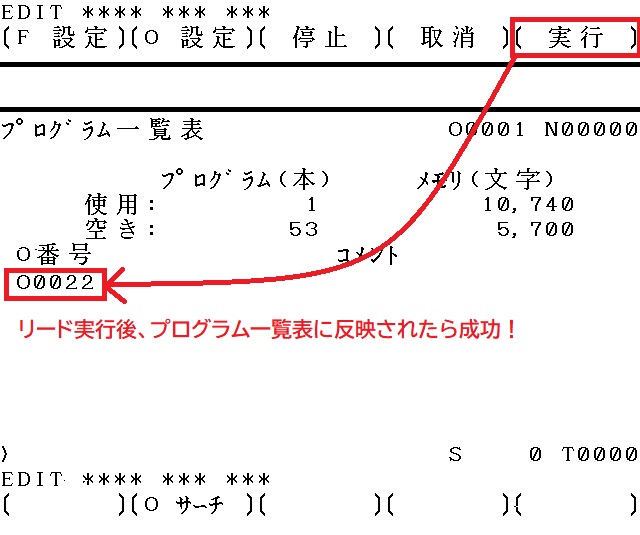
ファイル番号とプログラム番号を入力したら[実行]を選択します。
リードが正常に完了すると、CNCメモリ内のプログラム一覧表に追加したファイルのプログラムが指定したO番号で反映されます。
あとがき
今回は旧機種でのNCプログラムの入出力方法を解説しました。
最後に出荷された媒体でも、10年以上前の機種なので市場に出回っている数は少なくなっています。
そのためこの機種にふれる機会が少なく、毎度毎度操作を思い出すのに苦労しているので自分用に忘備録として記事を起こしました。
普段からデータ類はこまめにバックアップをとって、不測の事態に備えましょう!
この記事が誰かのお役にたてれば幸いです。
コメント
コメント一覧 (2件)
初めましてNC機制御装置の通信パラメ-タ-設定についての質問です。
NCフラ イス山崎技研YZ-500WRⅢ
機制御装置FANUC Series20i-FB
パソコン側ナスカ・マルチ通信でRS232Cマルチケ-ブルをつなぎDNC運転を
試して見ましたが通信できない状態です。
NC制御装置側の通信条件のパラメ-タ-設定がわからないため現状では通信できません。
素人なので教えて頂けるとあり難いです。
パソコン側ナスカ・マルチ通信の条件設定は
プロトコルB
ISO
4800bps
2ビット
DC-IN
%展開 展開する
区切りコ-ド LF/CR/CR
以上
宜しくお願いします。
黒木聖幸さま
コメントありがとうございます。
ナスカマルチ通信ツールの詳細を存じ上げないため、調べられる範囲で回答いたします。
【FANUC側の設定】
●パラメータNo.0000#1 ISO = 1
→データ出力時はISOコードとする
●パラメータNo.0100#3 NCR = 0
→ISOコードでEOB(エンドオブブロック)を出力するとき、”LF”,”CR”,”CR”と出力する
●パラメータNo.0020 I/O CHANNELの入出力機器選択 = 0 or 1
→RS-232-Cシリアルポート1を選択
●パラメータNo.0110#0 IO4 = 0
→I/O CHANNEL番号の分離制御をおこなわない
●パラメータNo.0101#0 SB2 = 1
→ストップビットは2ビットとする
●パラメータNo.0101#3 ASI = 0
→データ入出力時のコードはEIAもしくはISOコード(入力:自動判別/出力:パラメータNo.0000#1 ISO で設定したコード)
●パラメータNo.0102 入出力機器の仕様番号(I/O CHANNEL = 0 の場合)= 0
→RS-232-C(コントロールドDC1~DC4を使用する)
●パラメータNo.0103 ボーレート(I/O CHANNEL = 0 の場合) = 10
→ボーレートは4800bps
詳細を記載したPDFをご連絡先へ送りましたので、そちらをご確認ください。