
SUB3 TMR(タイマ)は可変式のオンディレイタイマーです。
タイマーの設定時間はCNCの保持メモリで保持するため、CNC画面から設定値を変更できます。
PMCラダー制御条件
TMRを使用するにあたって、必要となる入出力は以下のとおりです。
入力条件

ACT
ACT=1の状態でタイマーのカウントアップを開始。
ACT=0にするとカウントを停止かつ積算時間がリセットされます。
サンプル回路だと、R0000.1「入力条件」の部分です。
出力条件

OUT
ACT=1の状態が設定時間以上続くとOUT=1に変化します。
サンプル回路だと0.496秒ですね。
ACT=0に変化するとタイマーはリセットされ、OUT=0となります。
設定パラメータ
TMR命令に必要な設定パラメータは2種類です。
タイマー番号

TMR命令に番号を割り付けます。
タイマー番号は同一PMCラダー内で重複させてはいけません。
各々のTMR命令に対してユニークな番号を設定してください。
サンプル回路だと、タイマー番号は250番です。
タイマー番号は1~250(全250個)の範囲で設定してください。
タイマーの設定値

タイマーの設定値はCNC画面から変更します。
設定可能な項目は
- 設定時間
- 精度
の2つです。
設定時間
ACT=1の状態からOUT=1となるまでの時間を設定します。
設定値は精度に応じた単位でしか設定できません。
例えば精度8msのとき、500msを設定すると496msに自動変換されます。
設定値を精度で割った余りはすべて切り捨てです。
精度
タイマー設定値の単位です。
| 精度 | 設定可能時間 | 誤差 |
|---|---|---|
| 1ms | 1ms~32.767秒 | 0~+1ms |
| 8ms | 8ms~262.1秒 | 0~+8ms |
| 10ms | 10ms~327.67秒 | 0~+10ms |
| 48ms | 48ms~1572.8秒 | 0~+48ms |
| 100ms | 100ms~3276.7秒 | 0~+100ms |
| 1秒 | 1秒~9時間6分7秒 | 0~+1秒 |
| 1分 | 1分~546時間7分 | 0~+1分 |
7つの項目から選択できます。
ただし精度48msはタイマー番号1~8まででしか使用できません。
精度の設定値が大きいほど長時間の測定に向きますが、誤差が増えるため測定精度を求めない場合に使用すること。
対して小さくするほど短時間しか測定できませんが、誤差が小さいため精密な制御に使用してください。
タイマー設定値・精度の変更方法
タイマーの設定値および精度を変更する方法は2つあります。
- CNC画面からの変更 ← おすすめ
- FANUC LADDER Ⅲによるオンライン編集
CNC画面からの変更
タイマー設定値の変え方
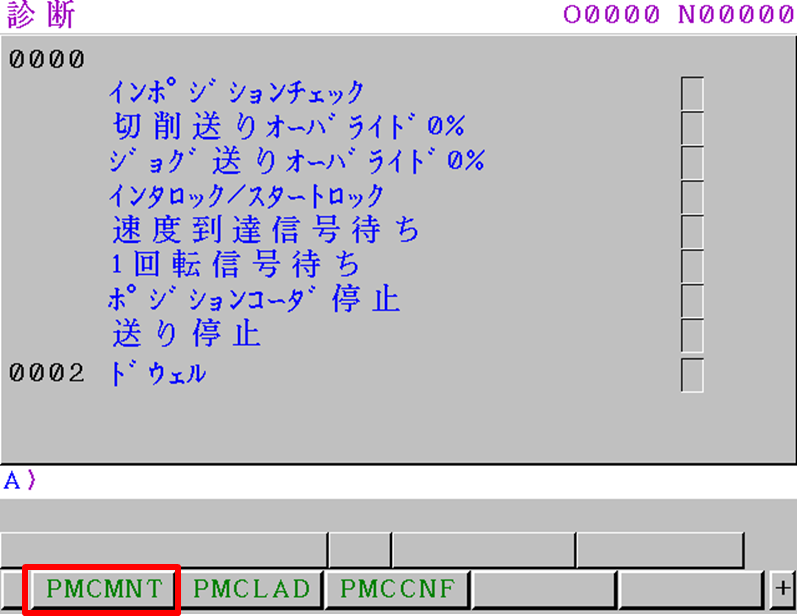
ハードキー[SYSTEM]を押下後、ソフトキー[▶]を数回押して[PMCMNT]を選択。
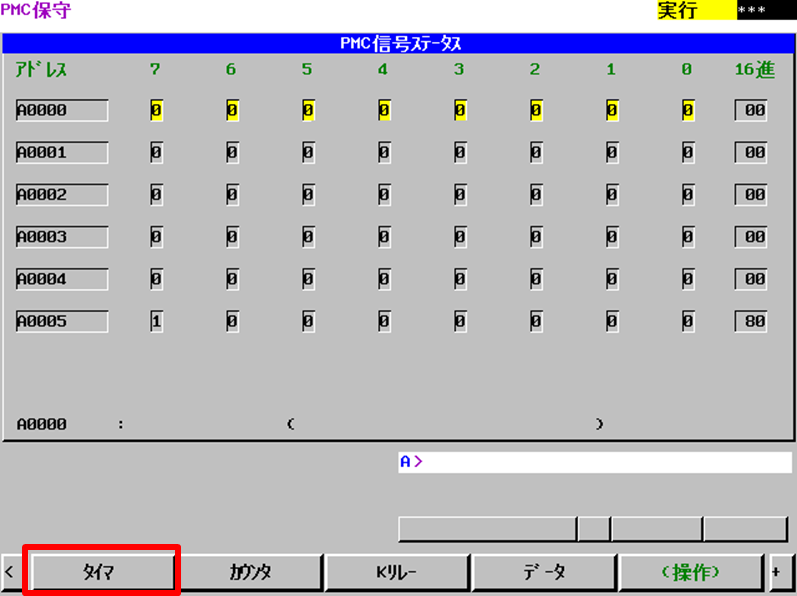
PMC保守画面に移動したら、ソフトキー[▶]を押して[タイマ]を選択する。
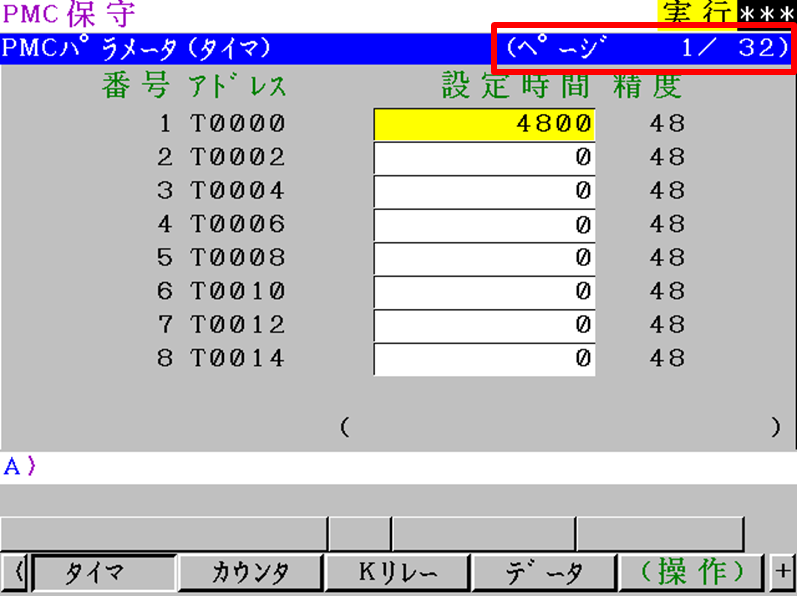
今回はタイマー番号250を編集したいので、ハードキー[⇩]を押して32ページ目に移動する。
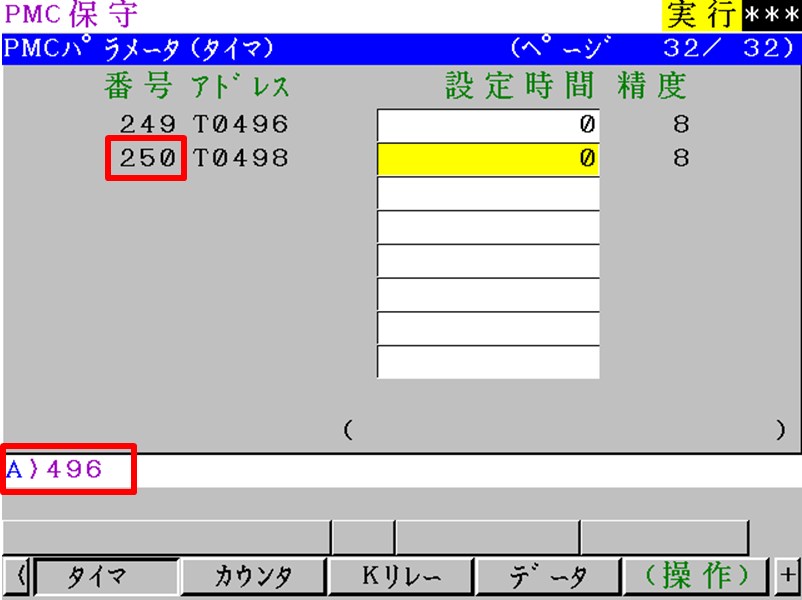
タイマー番号250にカーソルを合わせて、ハードキーで設定値”496”を打ち込み[INPUT]キーを押す。
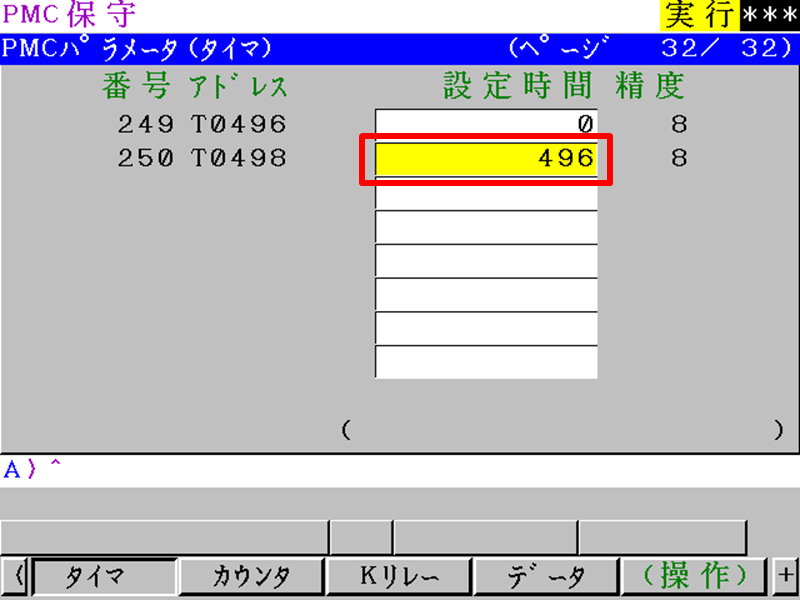
設定時間が対象のタイマーに反映されました。
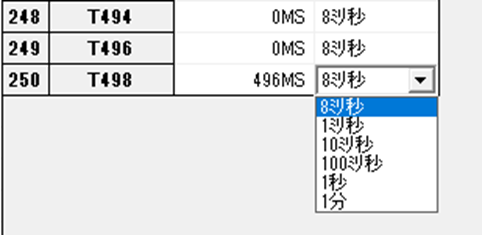
精度の変え方

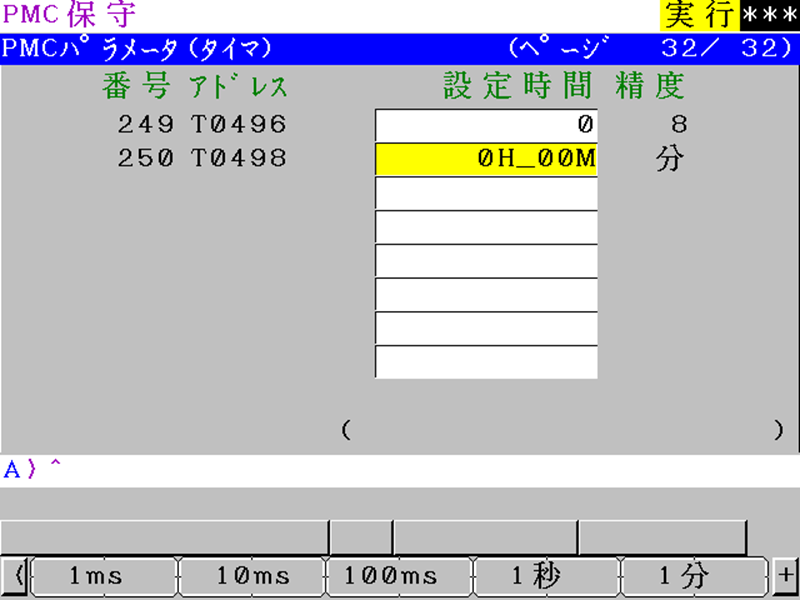
精度を変更したいタイマー番号にカーソルを合わせ、[精度]の項目が出るまでソフトキー[▶]を押して[精度]を選択する。
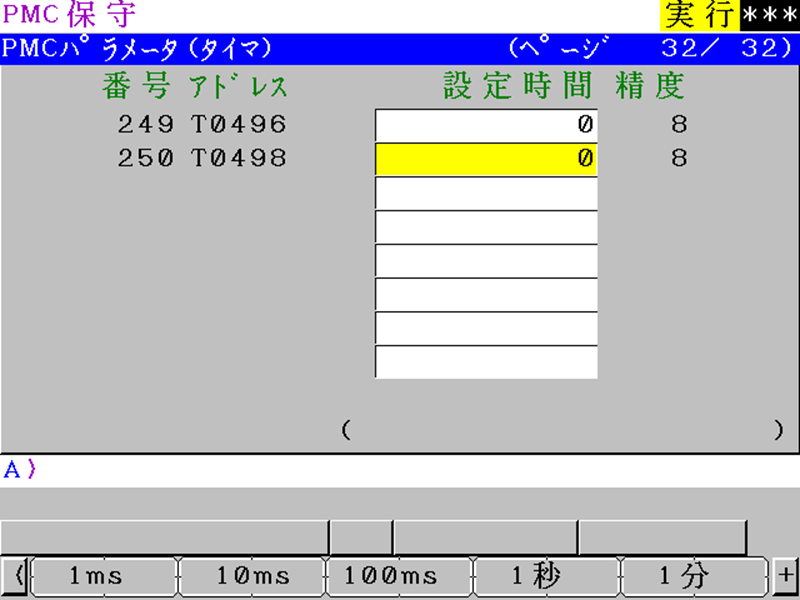
設定可能な各精度が表示されるので、ソフトキーで任意の精度を選択する。
FANUC LADDER Ⅲからの変更
FANUC LADDER Ⅲからタイマー設定を変更する場合、オンライン接続を使用します。
オンライン接続のやり方についてはこちらを参照してください。

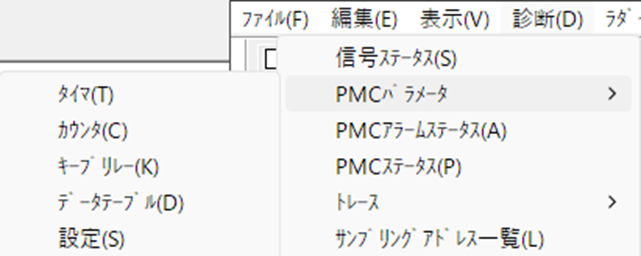
FANUC LADDER Ⅲの[診断]タブから[PMCパラメータ]を開き、[タイマ]を選択する。
タイマ一覧テーブルが表示されるので、対象となる250番へ移動。
設定時間はキーボード入力、精度はリスト内の値へ変更できます。
設定を変更した直後PMCへ反映されるため、設備が不意に動作しないよう安全を確保してから変更してください。
コメント