[temp id=2]
FANCU Series 30i-MODEL B
FANCU Series 31i-MODEL B
FANCU Series 32i-MODEL B
FANCU Series 35i-MODEL B
FANCU Power Motion i-MODEL A
FANCU Series 0i-MODEL F
加工品質を落とさずに、サイクルタイムを短くできないか・・・
今回はそんな悩みの解決にちょっと役立つかもしれない方法を解説します。
- PMCラダーの実行周期を短縮するとサイクルタイムが縮まる
- 第1レベルラダー実行周期を8ms→4msに変更する
- 第2レベルラダー実行周期を4ms→2msに変更する
結論:PMCラダーの実行周期を変更する
PMCラダーの実行周期を短縮することでサイクルタイムを短縮できる可能性があります。
実行周期を変更する方法は次の2通りがあります。
パラメータ設定から変更する
パラメータNo.11930を”4″に。パラメータNo.11914を”2″に変更するだけです。
パラメータ変更後、電源の再投入が必要なので忘れずに。
難しい内容はちょっと・・という人はパラメータの内容は読み飛ばしてください。
[入力区分]パラメータ入力
[データ形式]バイト形
[データ範囲]0,1,2,4,8
[機能]第1レベルのラダー実行周期を設定します。設定値との相関関係は下記のとおりです。
| 設定値 | 意味 |
|---|---|
| 1(※注1) | 1ms(1/1000秒)周期で実行します。 |
| 2(※注1) | 2ms(2/1000秒)周期で実行します。 |
| 4 | 4ms(4/1000秒)周期で実行します。 |
| 0,8(デフォルト) | 8ms(8/1000秒)周期で実行します。 |
[入力区分]パラメータ入力
[データ形式]バイト形
[データ範囲]0,2,4
[機能]第2、第3レベルのラダー実行周期を設定します。設定値との相関関係は下記のとおりです。
| 設定値 | 意味 |
|---|---|
| 2 | 2ms(2/1000秒)周期で実行します。 |
| 4 | 4ms(4/1000秒)周期で実行します。 |
| 0(デフォルト) | 4ms(4/1000秒)周期で実行します。 |
PMC構成パラメータ(メニュー)から変更する
パラメータ画面の操作方法に自信がない方はこちらから変更してください。
変更できる値のみ表示されているので、設定間違いによるエラーを引き起こす可能性が低くなります。
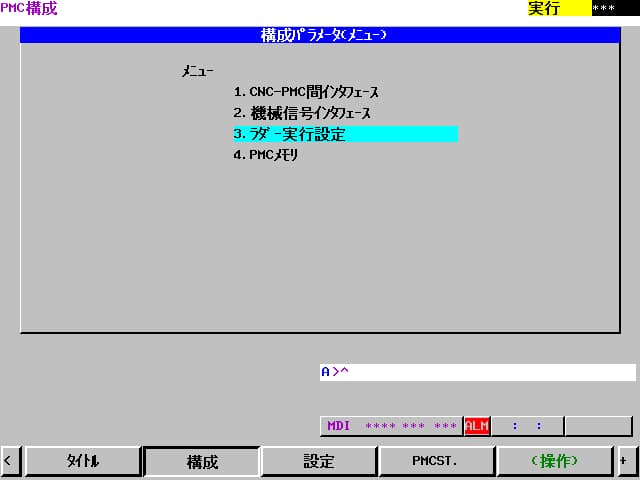
[PMCCNF]→[構成]から”構成パラメータ(メニュー)”を開き、”3.ラダー実行設定”を選択
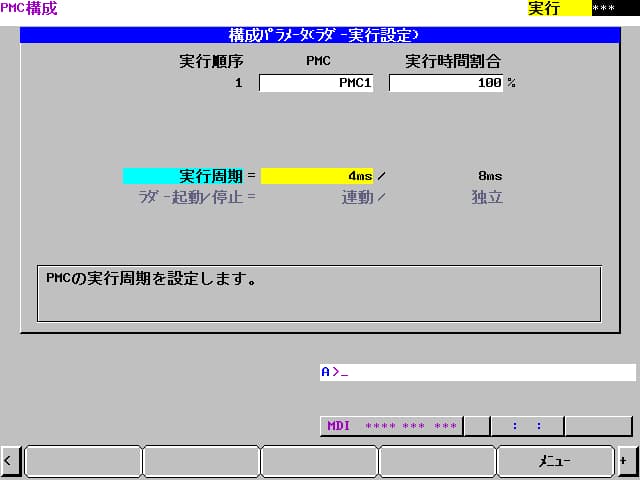
構成パラメータ(ラダー実行設定)画面の実行周期を”4ms”に変更し電源を再投入
[temp id=2]
なぜサイクルタイムが短くなるのか
ラダーの実行周期が短くなると、次の動作までの待機時間が短くなるためです。
実行周期を短くするほど、サイクルタイムが短くなります。
※ラダー回路の構成により例外あり
単純なラダー回路で解説
たとえば次のようなシンプルなラダー回路で、ボタンを押してからランプが点灯するまでの時間を確認してみます。

実行周期が4msと8msでは次のように出力までの時間に変化があります。
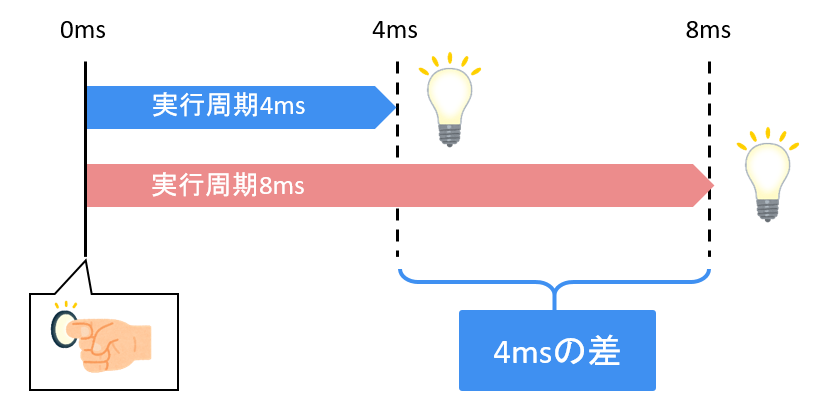
今回の例だと4msの差しかありません。誤差と言っても問題ないレベルです。
ですが、実際の設備が加工開始から終了までに行う入出力の回数は膨大なので、この4msの差が100回、1000回と蓄積されることで秒単位のサイクルタイムの短縮が可能となります。
効果が出やすい設備とは
おおざっぱに知りたい人向け
PMCラダーの実行周期を変更することで、影響を受けやすい命令が多く含まれるNCプログラムや設備仕様は次のとおりです。
- NCプログラム内で補助機能M,S,Tコードを多用している
- CNC-PMC間インタフェース信号(F/G)の入出力を多用している
- PMCで制御する外部機器が多い(X/Y)
- そもそもサイクルタイムが長い
ざっくりと内容を知りたいだけなら上記の認識でOKです。
つっこんだ内容を知りたい人向け
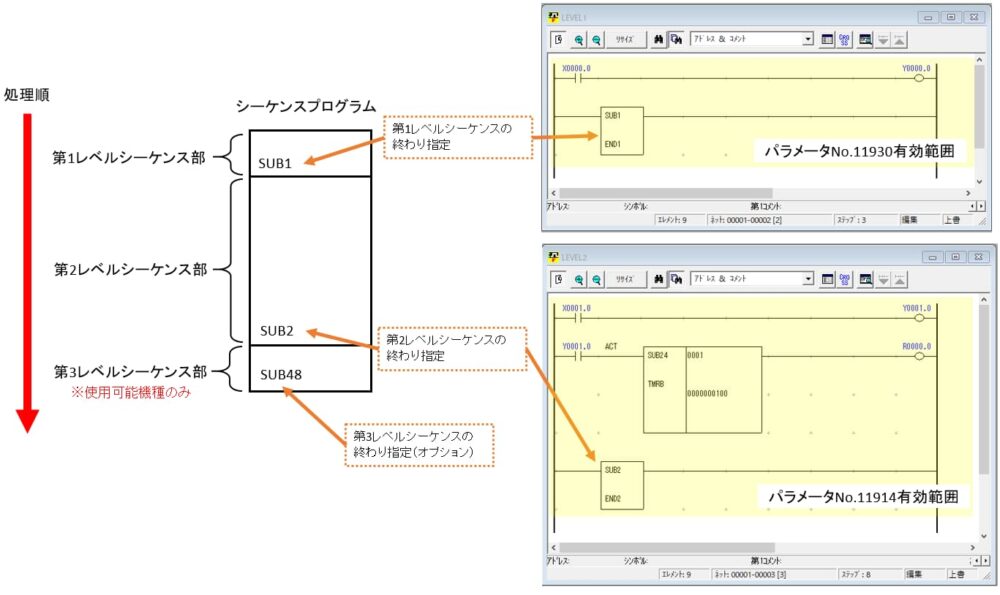
パラメータNo.11930は第1レベルのラダーの実行周期を変更すると述べました。
第1レベル内の処理回路の記述が少ない場合、第1レベルの実行周期を短くしてもあまり効果がありません。
第2、第3レベル内に多くの処理回路を記述している場合は、パラメータNo.11914の第2、第3レベルのラダーの実行周期を短くするほうが高い効果を得られます。
ただし、機種によっては第2、第3レベルの実行周期のパラメータ変更を受け付けないものがあります。
その際はあきらめるしかありません。
シーケンスプログラム内の各シーケンスレベルの構成は次のとおりです。
[temp id=2]
注意事項
あとがき
今回はサイクルタイム短縮につながるパラメータを紹介しました。
自分の中でちゃんと理解していなかった点が整理でき、調べていて楽しかったです。
一部パラメータ変更を受け付けないモデルがあるため、すべての設備に当てはめることができないかもしれませんが、サイクルタイム短縮についての悩みが少しでも解決できれば幸いです。
[temp id=2]
コメント