- パラメータNo.1815#4<APZ>を”1″にした位置に設定される
- 突き当て式原点復帰は、手動レファレンス点復帰モードにしてNC運転
FANUCのサーボアンプで原点忘れを起こすと、機械原点設定(レファレンス点復帰)が必要です。
原点忘れを引き起こす原因は、主にこの2つ。
- アブソリュートバッテリー切れ
- エンコーダーとアンプ間を切り離した
機械原点設定をする前に、これらの問題を解決してください。原点忘れが再発します。
次に、機械原点の設定方法について。FANUCでは主に2つのどちらかが用いられています。
- データセット方式
- 突き当て式
設備によって採用パターンが違うため、事前にメーカーへ問い合わせておいてください。
データセット方式は、任意の位置を機械原点に設定します。任意の位置へは、手パを使って軸を移動させないといけません。
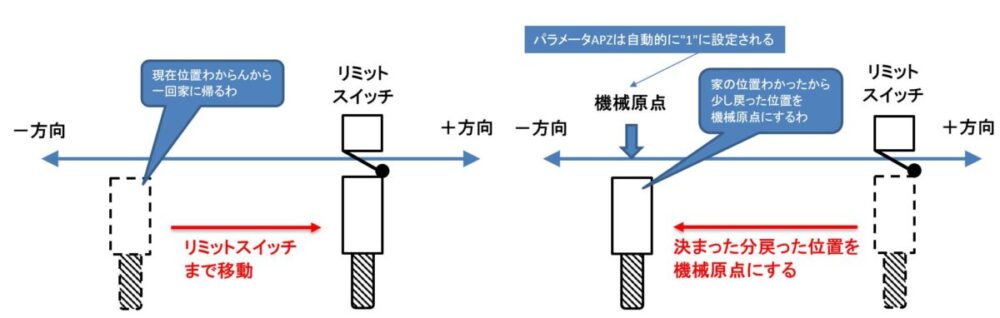
突き当て方式は、軸の動作端まで移動した後に、オフセット量だけ戻った位置を機械原点とします。軸の移動は、自動運転です。
ここでは、機械原点復帰の基礎知識と機械原点設定を学び、自力で機械原点設定をするための方法を解説します。
機械原点(レファレンス点)
座標値が”0″となる基準の位置
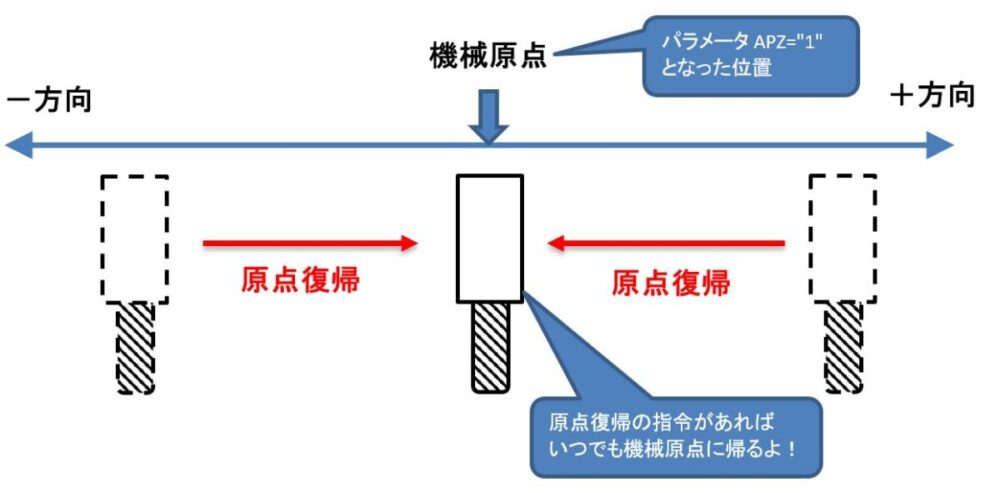
機械原点(レファレンス点)とは、軸の座標が0となる位置を指します。機械原点設定はこの位置を決める作業です。
原点復帰を実行した際は、ここで設定した位置に戻ります。
機械原点が設定されていない(レファレンス点復帰がされていない)状態では、以下のアラームが発生します。

「DS0300 APCアラーム:レファレンス点復帰をしてください」が発生している状態では、NCプログラムを運転できません。MDI、メモリ、AUTOのいずれの状態も、運転不可能です。
ただし、手動連続送り(JOG)モードによる手動送りは可能です。
レファレンス点復帰状態確認方法
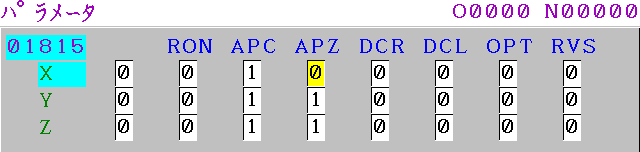
機械原点の設定状態は、パラメータNo.1815#4<APZ>を確認してください。
本パラメータは、各軸の機械原点設定状態を示しています。
“1”のとき機械原点が設定されていて、”0″のときは原点を消失している状態です。
図にある、X軸のAPZが”0”の状態は、X軸の機械原点が設定されていないことを示します。
準備
パラメータ書込み可を”1″(有効)にする
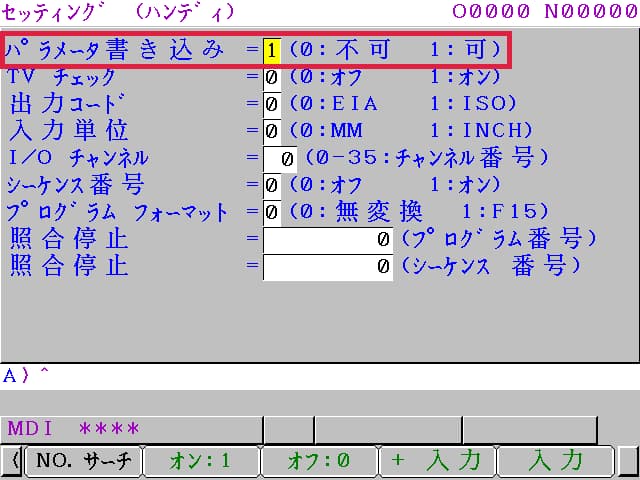
パラメータを変更するためには、パラメータ書込みを有効にします。
手動パルス発生器でモータを回転させる
サーボモータとロータリーエンコーダ間の位置関係情報が消失する作業があります。
- サーボモータの交換
- ロータリーエンコーダーの交換
- エンコーダーケーブルの交換
- エンコーダーケーブルの脱着
上記の作業を行うと、サーボモータとロータリーエンコーダーの初期なじみが必要です。
初回運転時は手動パルス発生器でサーボモータを1回転以上動かしてください。
オーバートラベル(ソフトリミット)等のアラームが発生し、軸を移動できない場合はソフトリミット座標を一時的に変更します。
ソフトリミットの変更方法はこちらの記事を参照してください。

機械原点設定方法
任意の位置に設定する方法
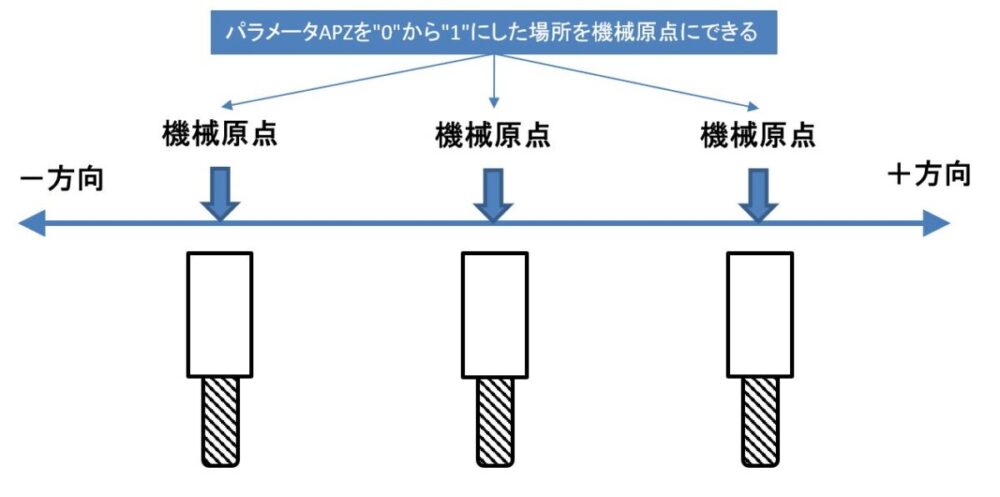
任意の位置に機械原点を設定する方法です。
手動パルス発生器を使用します。
手動連続送り(JOG)モードに設定し、機械原点にしたい位置へ位置決めしてください。
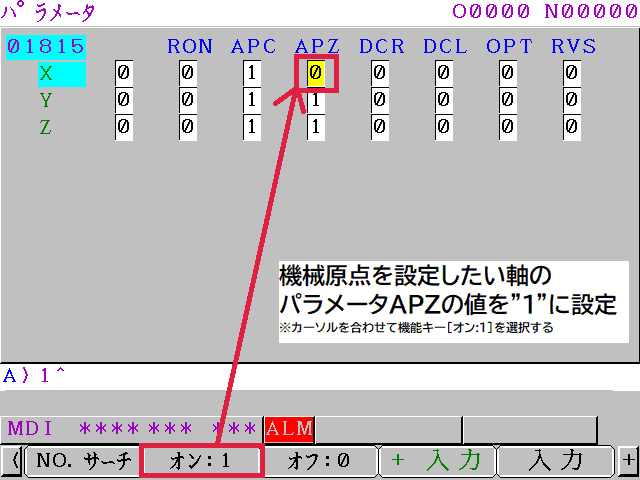
軸を移動させたらパラメータNo.1815#4<APZ>を”1″に設定してください。
パラメータを設定したタイミングの位置が、サーボアンプに機械原点として記憶されます。
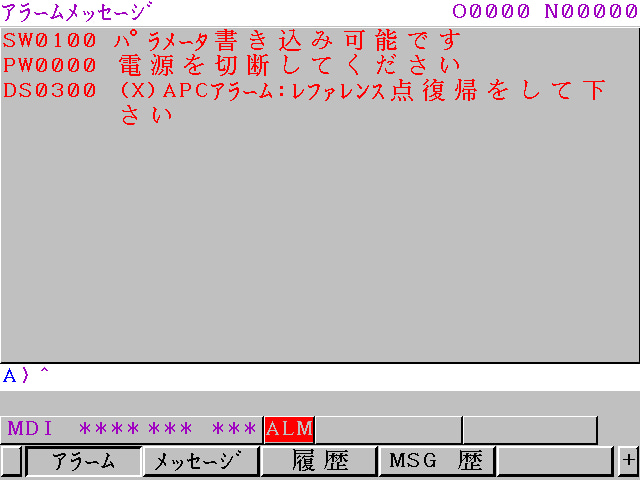
機械原点設定後、アラーム”PW0000 電源を遮断してください”が発生します。
CNCの電源を遮断し再投入してください。
CNCが立ち上がったら、アラーム”DS0300 (*)APCアラーム:レファレンス点復帰をしてください”がないことを確認します。
以上で機械原点設定は終了です。
突き当て式原点復帰方法
突き当て式原点復帰方式にて機械原点を設定する方法です。
突き当て式の機械原点復帰を行う場合は、手動レファレンス点復帰モードが設定されている必要があります。
手動連続送り(JOG)モード選択中に、手動レファレンス点復帰選択信号ZRN(PMCアドレスG043.7)が”1″のとき有効となります。
原点復帰したい軸を選択します。
原点復帰ボタンやJOG運転ボタンを押すと、原点復帰動作が始まります。
突き当て式レファレンス点復帰動作は次のとおりです。
- パラメータNo.1006#5<ZMI>で指定された方向へ移動開始。
- レファレンス点付近のリミットスイッチまで移動。
- リミットスイッチを踏んだあと減速停止。
- パラメータNo.1425で設定したレファレンス点復帰FL速度でレファレンス点に移動。
- レファレンス点に到達後レファレンス点復帰完了。
原点復帰完了後、アラーム”PW0000 電源を遮断してください”が発生します。
CNCの電源を遮断し再投入してください。
CNCが立ち上がったら、アラーム”DS0300 (*)APCアラーム:レファレンス点復帰をしてください”がないことを確認します。
以上で機械原点設定は終了です。
関係パラメータ
PMCアドレス
[区分]入力信号
[機能]
手動レファレンス点復帰を選択します。
手動レファレンス復帰はジョグ送りの一種であるため、手動レファレンス点復帰を選択するためには、ジョグ送りのモードを選択し、同時に手動レファレンス点復帰選択信号を”1”にする必要がある。
[動作]
この信号が”1”のとき、制御装置は下記のように動作します。
- ジョグ送りのモードが選択されていないときは無視される。
- ジョグ送りのモードが選択されているとき、手動レファレンス点復帰が可能です。このとき、手動レファレンス点復帰選択確認信号<MREF>が”1”になる。
パラメータ
[入力区分]パラメータ入力
[データ形式]ビット軸形
[機能]
手動レファレンス点復帰の方向は
0:+方向とする
1:-方向とする
[入力区分]パラメータ入力
[データ形式]実数軸形
[データ単位]mm/min、inch/min、度/min(機械単位)
[データ最小単位]該当軸の設定単位に従う
[データ範囲]標準パラメータ設定表(C)を参照
[入力区分]パラメータ入力
[データ形式]ビット軸形
[機能]
位置検出器として絶対位置検出器を使用する場合、機械位置と絶対位置検出器との位置の対応付けが
0: 未完了
1: 完了
あとがき
機械原点復帰の作業は
- サーボモータやロータリーエンコーダーの交換時
- アブソリュートバッテリーの消耗時
- ケーブル断線時および脱着時
- サーボアンプ故障時
のときに必要です。
機械原点の復帰後は必ず動作確認を行い、位置決めに狂いが無いことを確認してくださいね。
動作確認でよく使うデバッグ機能についても解説しています。ぜひ参考にしてください。
コメント