新規NCプログラムでCNC加工を行う際、プログラムのテストが必要です。
テストをしていないプログラムで加工を行うということは、意図しない動作による機械の破損や、作業者の安全を脅かす非常に危険な行為です。
このようなことがないようにプログラムをテストが必要で、その中でよく使用するコマンドにシングルブロックがあります。
今回はシングルブロック機能について解説します。
この記事でわかること
- シングルブロックの概要
- シングルブロック関係パラメータ
- シングルブロック切替方法
◆あわせて読みたいCNC機能の解説◆
あわせて読みたい
【FANUC】マシンロックとは?CNCのデバッグ機能を解説
新しく設計したNCプログラムでCNC加工を行う前に、プログラムのテストが必要です。 テストをしていないプログラムでいきなり加工を行うのは非常に危険な行為です。その...
あわせて読みたい
【FANUC】オプショナルブロックスキップ機能とは【NCプログラミング】
オプショナルブロックスキップって何?どういうときに使う機能?関係するパラメータを知りたい NCプログラムを作った後、デバッグをしていますか? オプショナルブロッ...
あわせて読みたい
【FANUC】ドライランとは最大送り速度を制限するNCのデバッグ機能
新しいNCプログラムで加工を行うまえに、プログラムのテストが必要です。 テストをしていないプログラムで加工を行うということは、座標の間違いや速度指令間違いによっ...
目次
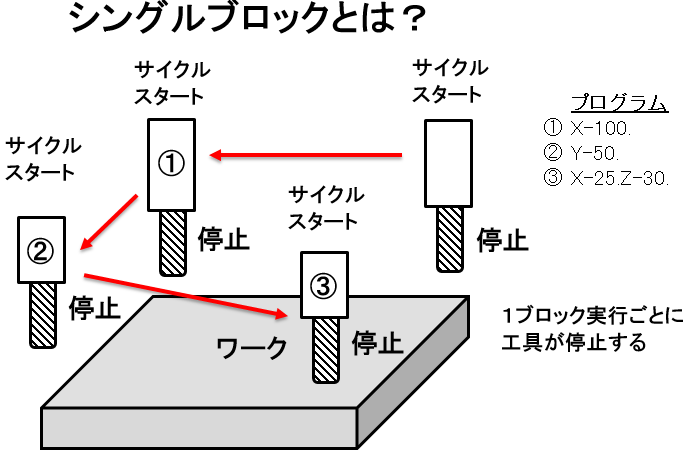
シングルブロックとは?
シングルブロックとは、現在実行中プログラムのブロック(1行)指令実行後に自動運転停止状態とする機能です。
主にプログラムに問題がないか確認するチェック作業で使用します。ドライランと併用すると安全に動作確認ができます。
シングルブロックが有効な状態では、次ブロックの指令による移動量やMコードなどが動作前に確認できるます。次ブロックの指令に問題がないか確認および修正後に自動運転を再開できるので、初回のプログラム確認や修正後は必ずシングルブロックを有効にして動作を確認しましょう。
シングルブロック関係パラメータ
シングルブロックに関係するパラメータについて代表的なものをいくつか紹介します。
シングルブロック運転でMコードM99を実行した時
M99<パラメータNo.11648#0>
[入力区分]パラメータ入力
[データ形式]ビット形
[機能]シングルブロック運転でM99を実行した時
0:戻り先のブロックを実行した後に停止
1:戻り先のブロックを実行する前に停止
[備考]本機能は以下のプログラム内で実行されたM99に対して有効
-マクロエクゼキュータの実行マクロ
-//CNC_MEM/SYSTEMフォルダ内のプログラム
-//CNC_MEM/MTB1フォルダ内のプログラム
-//CNC_MEM/MTB2フォルダ内のプログラム
-パラメータNo.11656とNo.11657で指定された範囲内のO番号プログラム
パラメータNo.11648を有効とするプログラムの先頭番号
<パラメータNo.11656>
[入力区分]パラメータ入力
[データ形式]2ワード系統形
[データ範囲]1 ~ 99999999
[機能]パラメータM99(No.11648#0)を有効とするプログラムの先頭O番号を設定します。本パラメータが0のとき、O番号の指定が無効となります。
パラメータNo.11648を有効とするプログラムの個数
<パラメータNo.11657>
[入力区分]パラメータ入力
[データ形式]2ワード系統形
[データ範囲]1 ~ 99999999
[機能]パラメータM99(No.11648#0)を有効とするプログラムの先頭O番号から数えたプログラムの個数を設定します。本パラメータが0のとき、O番号の指定が無効となります。
カスタムマクロ文でのシングルブロック
SBM<パラメータNo.6000#5>
[入力区分]パラメータ入力
[データ形式]ビット形
[機能]カスタムマクロ文は
0:シングルブロック停止させない
1:シングルブロック停止させます
[備考]システム変数#3003にてカスタムマクロ文のシングルブロックを無効にする場合は、本パラメータを0に設定してください。
シングルブロック停止時の画面
BDP<パラメータNo.11303#3>
[入力区分]パラメータ入力
[データ形式]ビット形
[機能]シングルブロック停止時のプログラム画面、プログラムチェック画面は
0:実行後のブロックの次のブロックが先頭に表示されます
1:実行後のブロックが先頭に表示されます
[備考]MEM(メモリ)運転のみ有効
シングルブロックの 有効/無効 切替方法
PMCラダーによる切替
PMCラダーからCNCに対する信号アドレスG046.1(SBK)で設定します。
PMC側でCNCのシングルブロック信号の状態を確認したい場合は、CNCからPMCに対する信号アドレスF004.3(MSBK)から確認します。
シングルブロックの切替条件は各社設備仕様により異なるので、取扱説明書を確認してください。
シングルブロック信号 SBK<G046.1>
[区分]入力信号
[機能]シングルブロックを選択します
[動作]シングルブロック信号SBKが”1″の時、シングルブロック運転を行います。”0″の時、通常運転を行います
シングルブロック確認信号 MSBK<F004.3>
[区分]出力信号
[機能]シングルブロック信号の状態をPMCに通知します
[動作]シングルブロック信号SBKが”1″の時、MSBKは”1″。SBKが”0″の時、MSBKは”0″となります
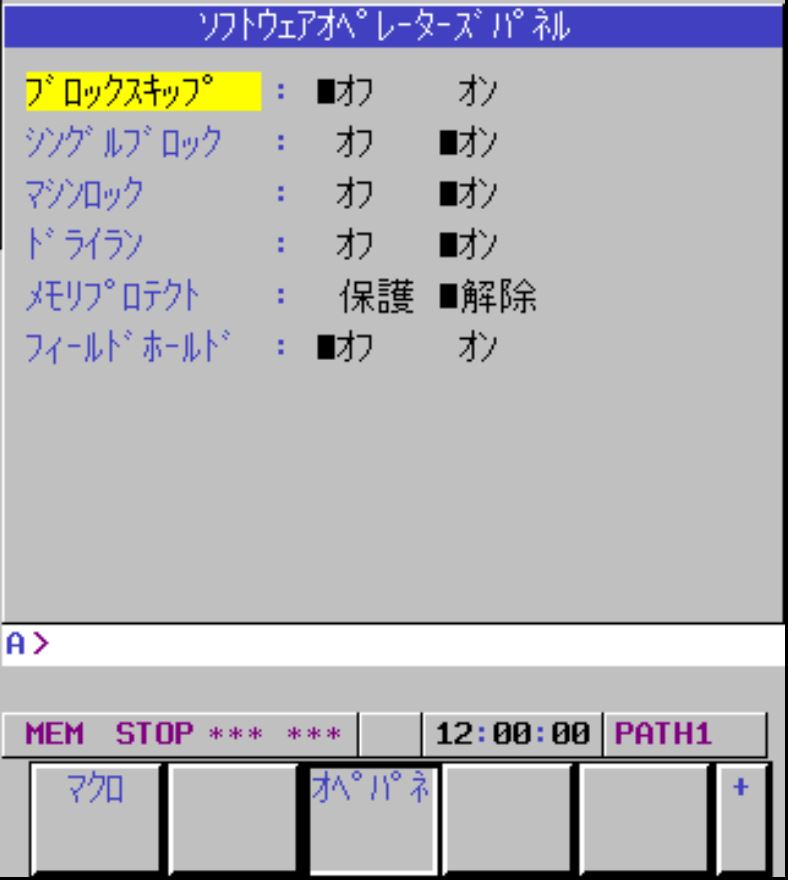
ソフトウェアオペレータズパネルによる切替
機能キーOFFSET/SETTINGSからオペパネを選択します。オペパネ2ページ目にシングルブロックの切替項目が存在するので、ソフトキーでオフ/オンを切り替えることができます。
まとめ
シングルブロックの解説はいかがだったでしょうか。
NCプログラムを安全に確認する際には必須の設定です。ご自身の身を守るためにも、シングルブロックを活用して安全に作業を行いましょう!

コメント
コメント一覧 (5件)
オペパネを使いたいのですが、パラメータNO.8136が表示されてません。
どこかに非表示にする設定があるのでしょうか?取扱説明書にはオペパネの操作に関して載ってますが、パラメータ説明書には8130番台は書いてませんでした。
えーす様、コメントありがとうございます。
機種を教えていただいてもよろしいでしょうか?
fanuc18iだったと思います
パラメータ7200#0 OP1がソフトウェアオペレータズパネルの有効/無効切り替えビットです。
1=モード選択をソフトウェアオペレータズパネルでおこなう
0=おこなわない
18i-MODEL A,B共通です。
ありがとうございます
7200は以前から電源のOFF含めてやってるのですが、反応ありません。。